Result
The best contour results are achieved when the circular form test results are in the correct
actual size, shape and minimum p/p deviation between a combined interpolation of the axes
(X-Y, X-Z, Y-Z).
An NC program in the MDA operating mode and the circularity test function are used to
measure and evaluate these
results. The "worst case" of a circle radius and the path velocity
must lead to a realistic radial acceleration of which the machine is capable.
Machine manufacturers generally have specifications for the radius and feedrate test circuit.
Circularity tests of machine manufacturers usually use a radius of 100 mm or 150 mm with
feedrate speeds that are determined by the machine manufacturer. The machine manufacturer
determines the specifications for an acceptable result.
High-speed processes generally have higher requirements for testing circles with high-speed
milling machines and can range from circle radii of 10 - 25 mm and feedrates of 5 - 10 m/min.
For high-speed milling machines, the results are generally acceptable if the P/P deviation ≤
0.010 mm and the actual size of the circle is equal to the programmed radius, and in the worst-
case scenario to the path velocity.
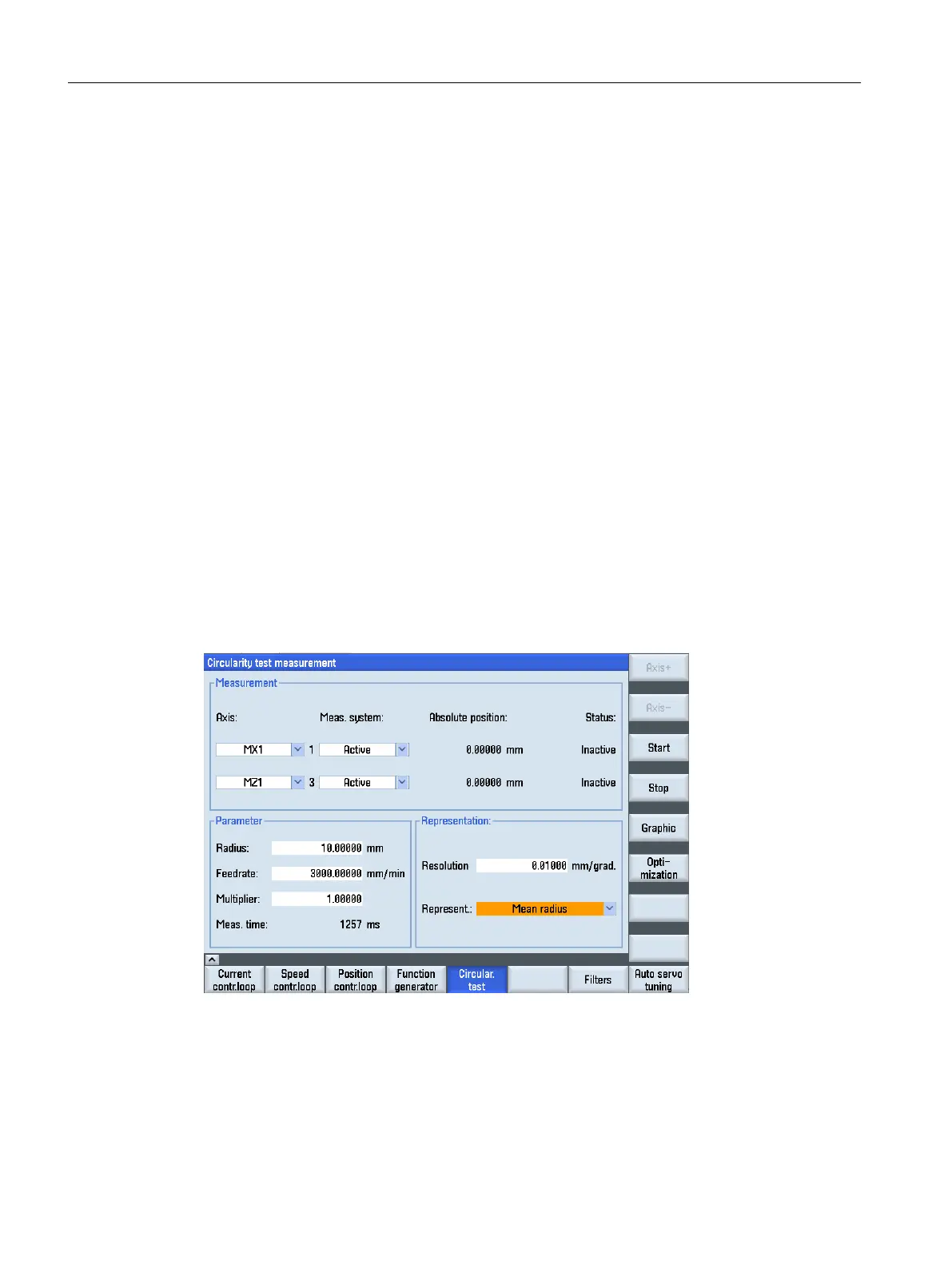
6.6.2 Circularity test: Performing the measurement
Setting parameters
Tuning
6.6 Circularity test
CNC commissioning
206 Commissioning Manual, 10/2015, 6FC5397-3DP40-5BA3

 Loading...
Loading...














