[6] = C2 Counterspindle C2
[7] = X2 Channel axis X2
[8] = Z2 Channel axis Z2
MD20080 $MC_AXCONF_CHANAX_NAME_TAB[ ] Channel axis name in channel 2
[0] = X2 Channel axis X2
[1] = Z2 Channel axis Z2
[2] = SP2 Tool spindle SP2
[3] = Z3 Counterspindle axis Z3 (default passive)
[4] = SP1 Tool spindle SP1
[5] = C1 Main spindle C1 (default passive)
[6] = C2 Counterspindle C2 (default passive)
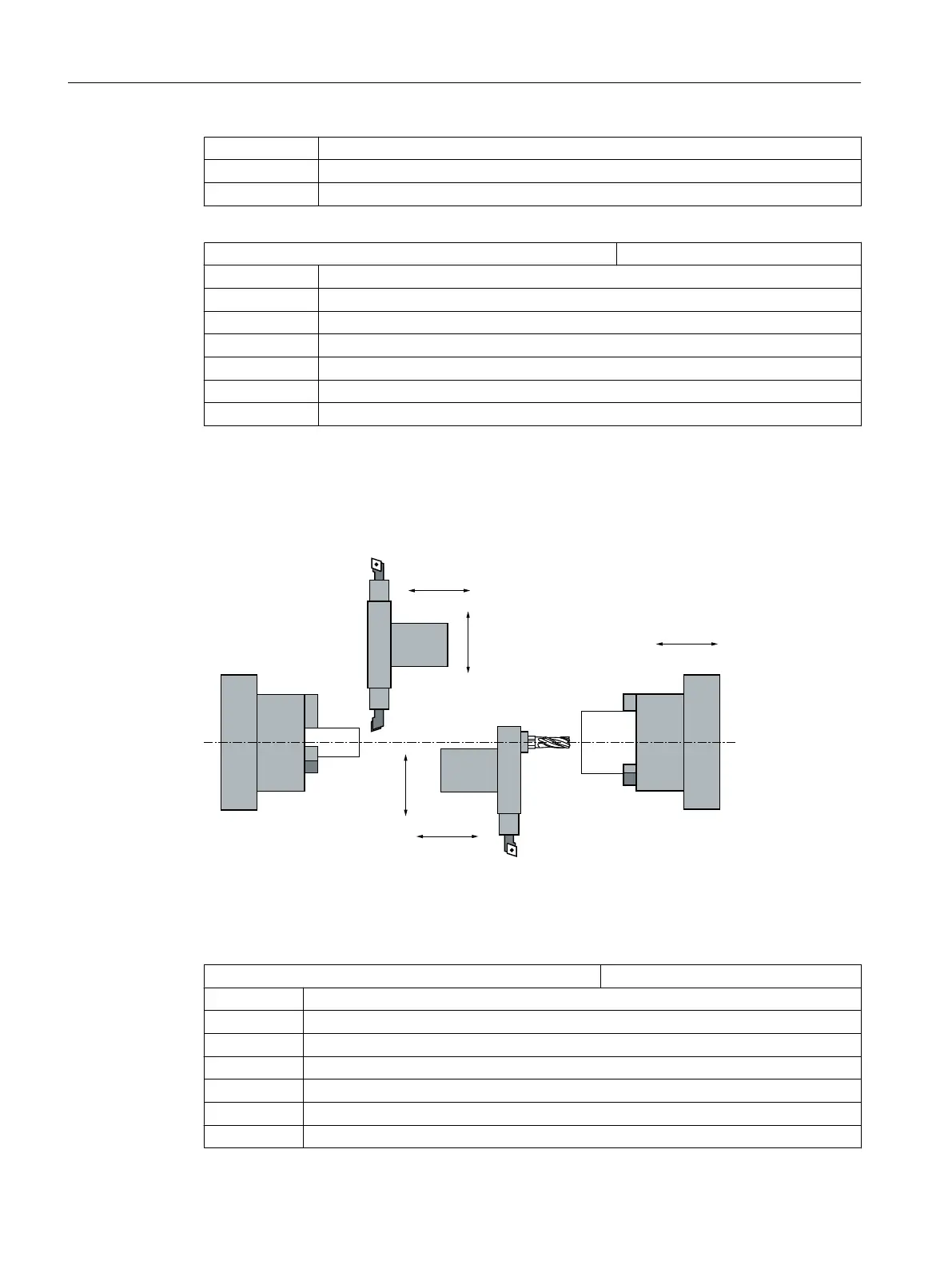
7.5.8 Example: Two-channel turning machine with general axis configuration
Example of a general axis configuration on the following turning machine:
Axis configuration
For the two-channel machine shown, you must configure the following machine data:
MD10000 $MN_AXCONF_MACHAX_NAME_TAB[ ] Machine axis name
[0] = MX1 X1 axis in the first channel
[1] = MY1 -
[2] = MZ1 X1 axis in the first channel
[3] = MC1 Main spindle C1
[4] = MSP1 Tool spindle SP1
[5] = MZ3 Linear axis toward counter spindle active in channel 1 and 2
[6] = MC2 Counterspindle C2
Configuring cycles
7.5 Turning
SINUMERIK Operate
120 Commissioning Manual, 10/2015, 6FC5397-3DP40-5BA3

 Loading...
Loading...














