6.5.3 Spindle: Checking the position controller
Testing the position controller
A test can now
also be performed to set the acceleration and jerk of the position control. This
test is performed by tapping without using a compensating chuck.
Procedure:
1. Check MD35550 $MA_DRILL_VELO_LIMIT[0] und [1]; the maximum velocity during
tapping.
2. Check SD55484 $SCS_DRILL_TAPPING_SET_MC[0] = 1;, it holds the spindle in the
positioning mode during tapping.
The following program can be used to drill ten holes at the same position:
SUPA D0 G0 G90 Z-200
FFWON
M19
SOFT
LAB:
G331 Z-214 S4000 K1
G332 Z-200 S4000 K1
REPEAT LAB P=9
M30
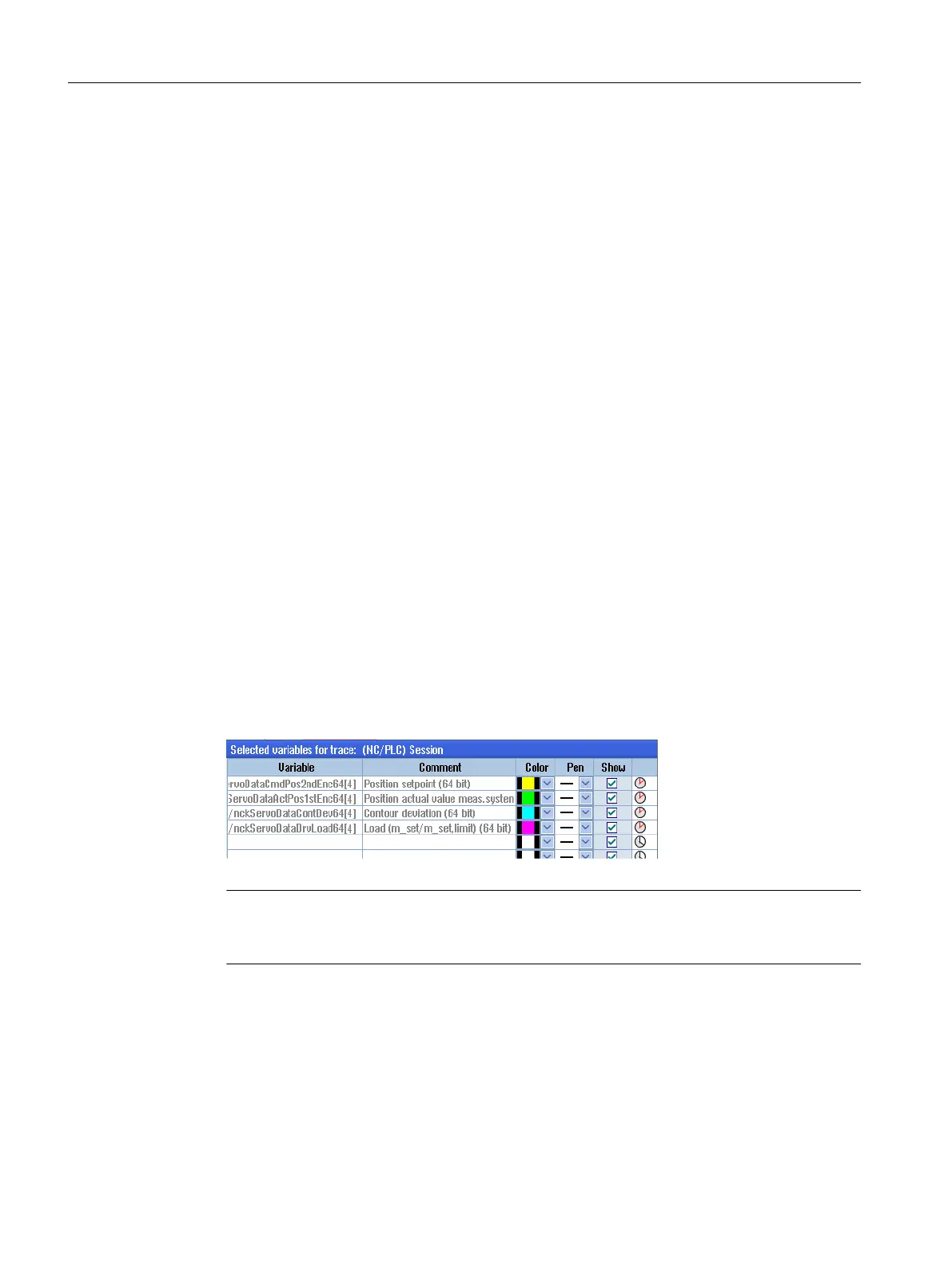
3. Select the following variables:
– Position setpoint (64-bit)
– Measuring system actual position (64-bit)
– Contour deviation (64-bit)
– Load (m_set/m_set_limit) (64-bit)
Note
Ensure that the correct signal is selected for the monitoring of measuring systems, e.g.
measuring system 1 or 2.
Tuning
6.5 Optimize the spindle
CNC commissioning
202 Commissioning Manual, 10/2015, 6FC5397-3DP40-5BA3

 Loading...
Loading...














