Display in operating software
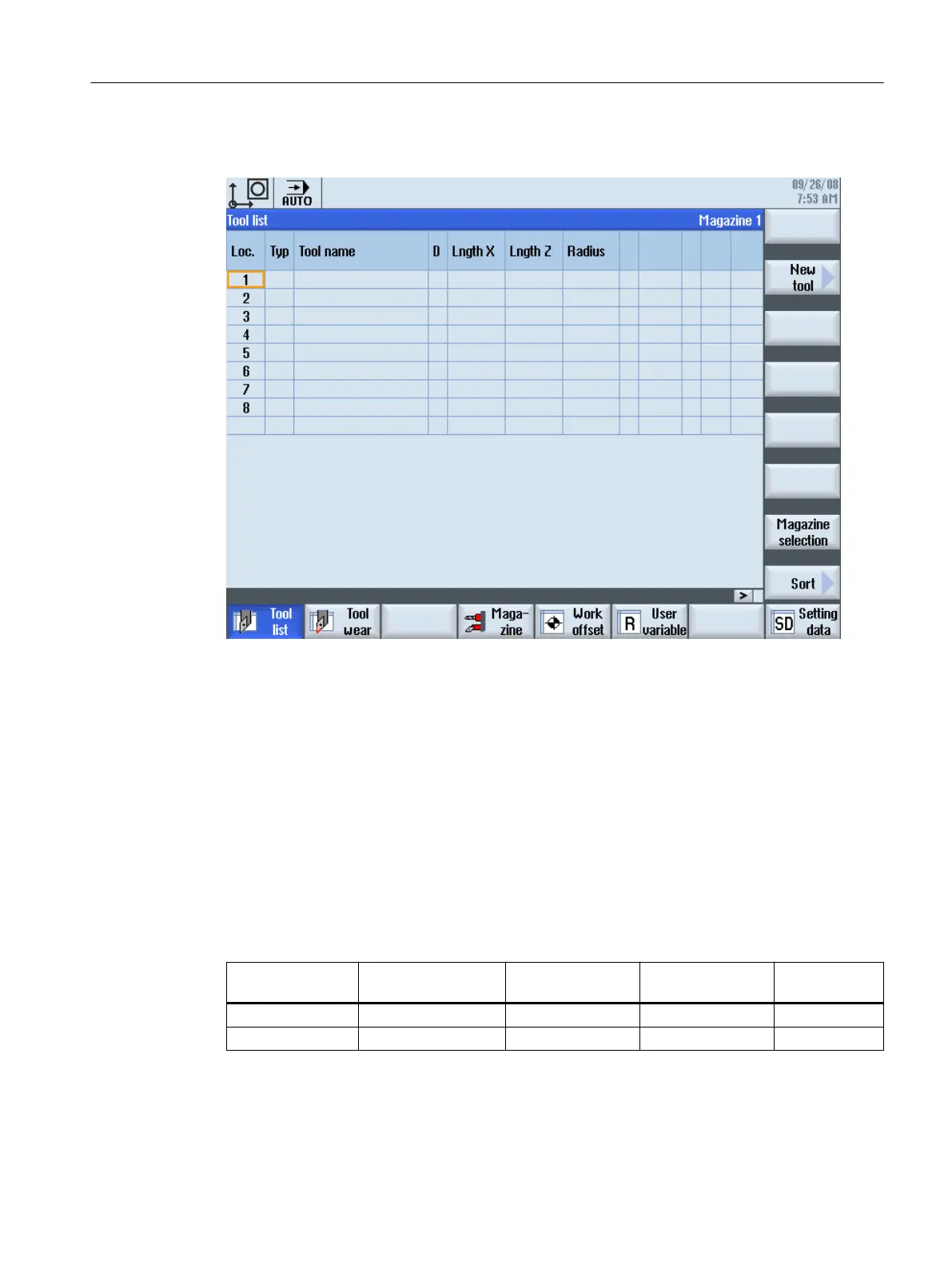
Figure 9-4 Turning machine tool list
9.7.2
Example: Acknowledgment steps (turning machine)
Acknowledgment steps
Generally,
the
mechanical
sequences on a turning machine are simpler than those for a milling
machine. In the configuration described in the previous chapter without additional buffer, tool
changes can be acknowledged after the mechanical movements without transfer steps. The
PLC user program must detect incoming jobs in the job interfaces and execute the mechanical
movements.
Total acknowledgment to tool management:
Acknowledgment
step
Acknowledgment bit Transfer step new
tool
Transfer step old
tool
Status
-- DB4000.DBX0.0 -- -- (99)
-- DB4200.DBX0.0 -- -- (99)
Tool management
9.7 Application example for turning machine
CNC commissioning
Commissioning Manual, 10/2015, 6FC5397-3DP40-5BA3 309

 Loading...
Loading...














