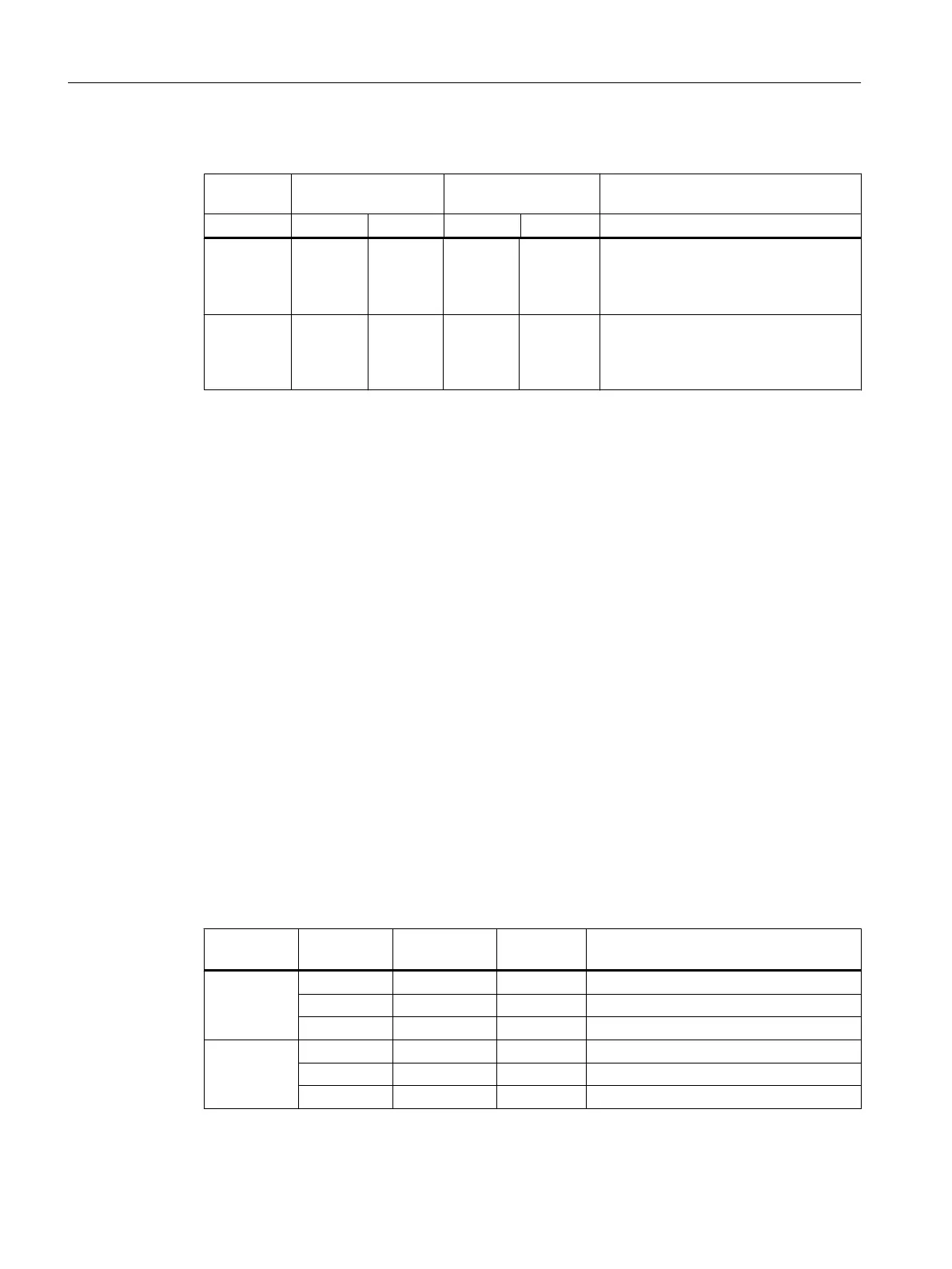
Example as a complete step
Transfer
step
of to Comment
Magazine Location Magazine Location
101 1 0 9998 1 "Prepare tool change": The magazine
is
positioned at the
changing point. The
source position must be entered by the
PLC user program.
102 1 0 9998 2 "Prepare tool change": Tool from mag‐
azine to buffer. The source position
must be entered by the PLC user pro‐
gram.
9.4.5 Configuring acknowledgment steps
Configuring the acknowledgment steps
The PLC 31
provides acknowledgment steps to acknowledge tool and magazine movements.
These are activated via the corresponding bits on the user interface. The data of these
acknowledgment steps (with the exception of special case acknowledgment step 9: total
acknowledgment) are stored in acknowledgment step table TM_ACK (DB9902). The transfer
steps (number of the transfer step from the transfer step table) for the old and new tool and
an acknowledgment status are combined in one acknowledgment status.
It is important to include an acknowledgment step with the status 3 in this table, so that potential
errors can be reset. The numbers for the transfer in this acknowledgment step are 0.
Special meaning of transfer step 0
Only the transfer steps assigned to the acknowledgment step are executed. If only one or no
transfer step is assigned, no tool transfer will be carried out for the tool with transfer step = 0.
The tool is not available or remains at its original location.
Example: Acknowledgment step table
Acknowledg‐
ment step
Address
DB9902
Name Start value Comment
1 0.0 TsNewT_1 0 Transfer step number of the new tool
1.0 TsOldT_1 0 Transfer step number of the old tool
2.0 State_1 3 Status to NCK
2 4.0 TsNewT_2 1 Transfer step number of the new tool
5.0 TsOldT_2 0 Transfer step number of the old tool
6.0 State_2 1 Status to NCK
Tool management
9.4 PLC Program Blocks
CNC commissioning
292 Commissioning Manual, 10/2015, 6FC5397-3DP40-5BA3

 Loading...
Loading...














