MD24454 $MC_TRAFO_GEOAX_ASSIGN_TAB_7[ ] Assignment of geometry axes to channel
axes for transformation 7.
[0] = 1 1st axis = channel axis X1
[1] = 3 2nd axis = channel axis Y1
[2] = 2 3rd axis = channel axis Z1
MD24996 $MC_TRACON_CHAIN_2[ ] Transformation linking
[0] = 3 Number of the TRACYL transformation (main spindle) for linking.
[1] = 5 Number of the TRAANG transformation for linking.
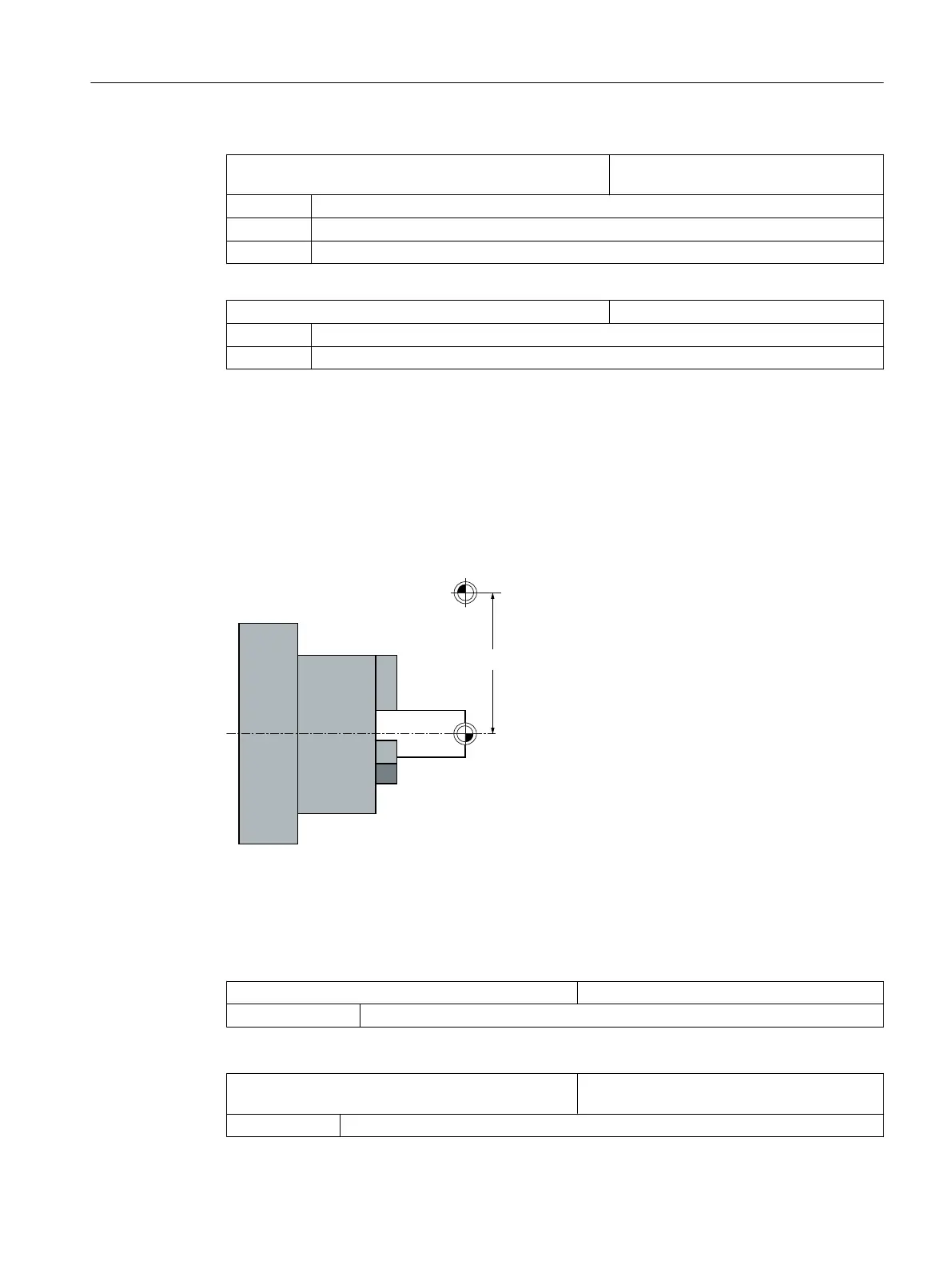
7.5.12 X zero point not at the rotation center
General information
For some machines, the
zero point of the X-axis in the Machine Coordinate System (MCS) is
not located at the center of the rotating spindle.
; LQWKH0DFKLQH&RRUGLQDWH6\VWHP
; LQWKH:RUNSLHFH&RRUGLQDWH6\VWHP
; LQWKH0DFKLQH&RRUGLQDWH6\VWHP
Figure 7-5 X zero point not at the rotation center
If the zero point
of the X-axis in the Machine Coordinate System is not located in the center of
the rotating spindle, a special commissioning is required.
You must store the position of the main spindle in the following machine data:
MD53220 $MAS_AXIS_MCS_POSITION[0] [HSP] Position of the axis in the MCS
= [MCS position] e.g. - 600
The transformations must also be informed about the position of the rotary axis:
MD24906 $MC_TRANSMIT_BASE_TOOL_COMP_1 Compensation of the BASE_TOOL in frame
TRANSMIT 1
Bit 0 = 1 MD24920 $MC_TRANSMIT_BASE_TOOL_1[0] compensated via $P_TRAFRAME .
Configuring cycles
7.5 Turning
SINUMERIK Operate
Commissioning Manual, 10/2015, 6FC5397-3DP40-5BA3 131

 Loading...
Loading...














