[7] = MX2 X2 axis in second channel
[8] = MZ2 Z2 axis in second channel
[9] = MSP2 Tool spindle SP2
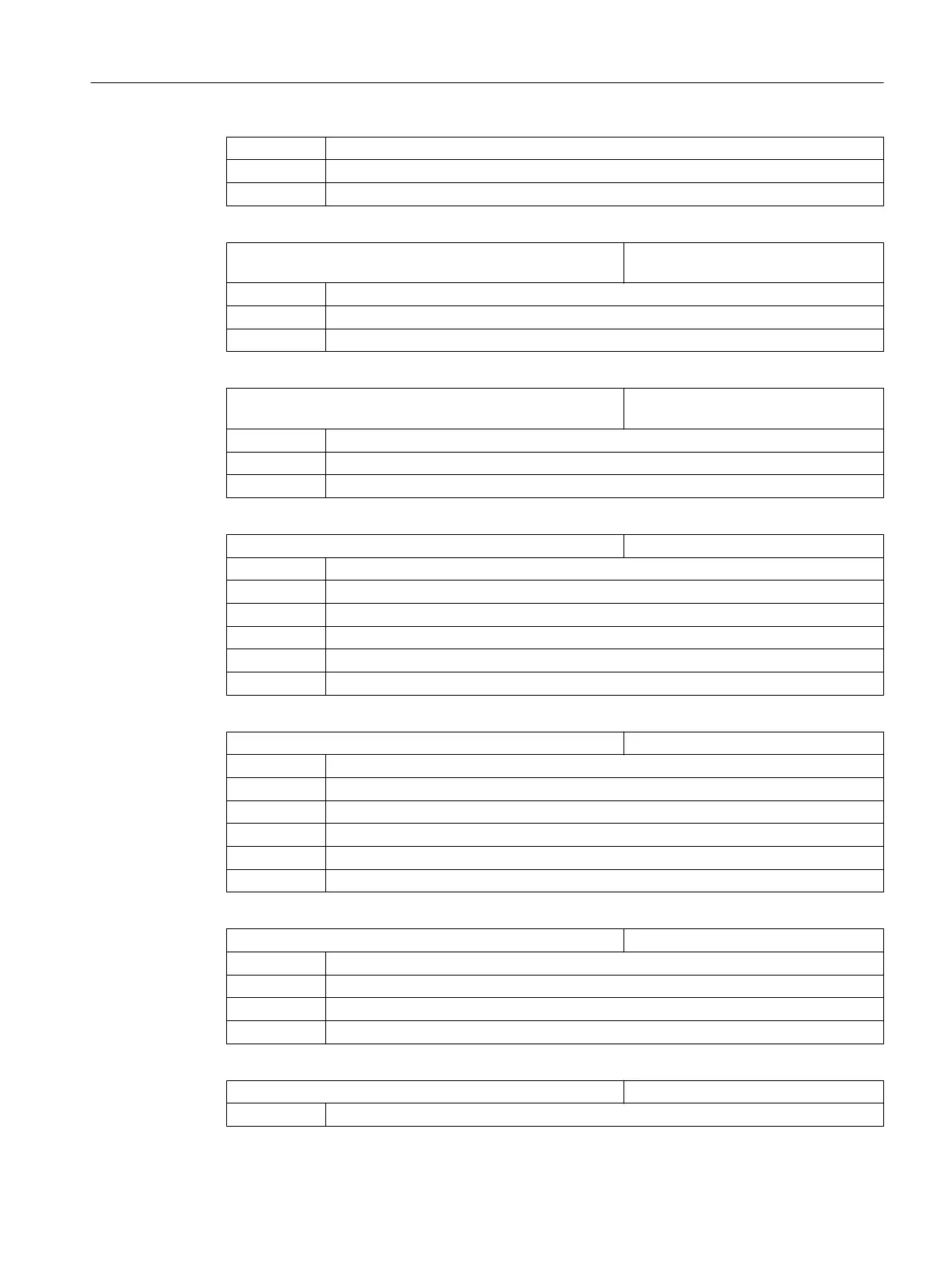
MD20050 $MC_AXCONF_GEOAX_ASSIGN_TAB[ ] Assignment of geometry axis to chan‐
nel axis for channel 1
[0] = 1
[1] = 0
[2] = 3
MD20050 $MC_AXCONF_GEOAX_ASSIGN_TAB[ ] Assignment of geometry axis to chan‐
nel axis for channel 2
[0] = 1
[1] = 0
[2] = 2
MD20070 $MC_AXCONF_MACHAX_USED[ ] Machine axis number valid in channel 1
[0] = 1
[2] = 3
[3] = 4
[4] = 5
[5] = 6
[6] = 7
MD20070 $MC_AXCONF_MACHAX_USED[ ] Machine axis number valid in channel 2
[0] = 8
[1] = 9
[2] = 10
[3] = 6
[4] = 4
[5] = 7
MD52206 $MC_AXIS_USAGE[ ] Meaning of the axes in channel 1
[3] = 3 Main spindle
[4] = 1 Tool spindle
[5] = 7 Linear axis of the counterspindle
[6] = 5 Counterspindle
MD52206 $MC_AXIS_USAGE[ ] Meaning of the axes in channel 2
[2] = 1 Tool spindle
Configuring cycles
7.5 Turning
SINUMERIK Operate
Commissioning Manual, 10/2015, 6FC5397-3DP40-5BA3 121

 Loading...
Loading...














