Feedrate: 3000.00000 mm/min
Measurement
time:
1257 ms
X1: active measuring system
Z1: active measuring system
Representation
Resolution: 0.01000 mm
Representation: mean radius
Radius: 10.00029 mm
Delta R: 25.47002 μm
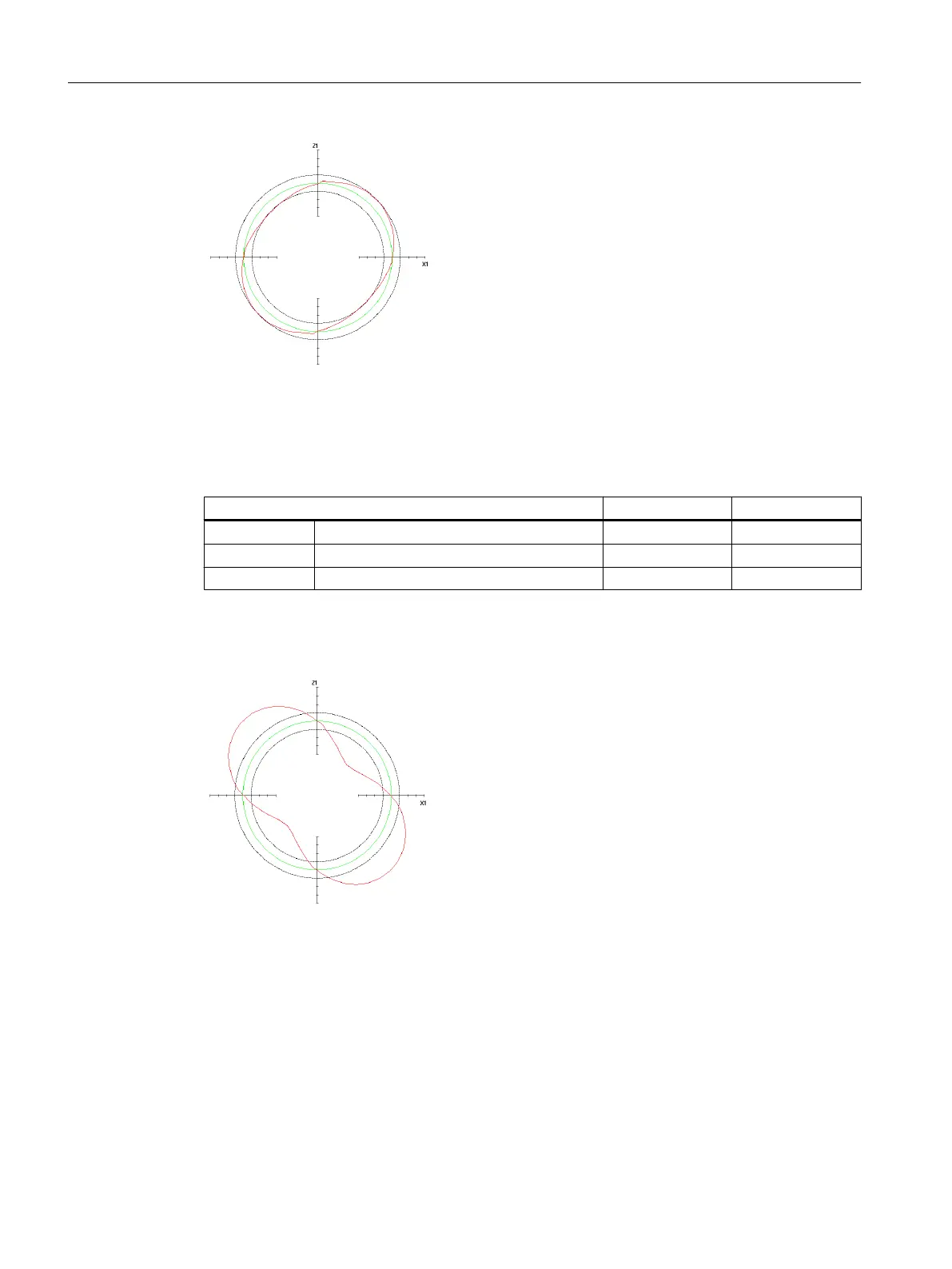
Example 3 for optimization
This
circle shows the
effect of a considerably different time constant for the axial jerk filter. The
time constant is adapted in order to correct this type of error:
Parameters / machine data X axis Z axis
MD32400 $MC_AX_JERK_ENABLE 1 1
MD32402 $MC_AX_JERK_MODE 2 2
MD32410 $MC_AX_JERK_TIME 0.015 0.012
X1: active measuring system Parameter
Z1: active measuring system Radius: 10.00000 mm
Feedrate: 3000.00000 mm/min
Measurement
time:
1257 ms
X1: active measuring system
Z1: active measuring system
Representation
Resolution: 0.01000 mm
Representation: mean radius
Radius: 9.98971 mm
Delta R: 75.67665 μm
Tuning
6.6 Circularity test
CNC commissioning
210 Commissioning Manual, 10/2015, 6FC5397-3DP40-5BA3

 Loading...
Loading...














