For the allocation of locations, one is fixed, all other locations can be assigned freely. Location
1 in the loading
magazine is used for the fixed assignment. Location 1 is reserved for loading/
unloading to all spindles/tool holders.
All positioning and relocation jobs to any locations (not loading points) are still handled via
location 1. The stated jobs, which refer to a particular loading point, are output at the interface
of this loading point. The loading points are assigned to magazines during start-up
($TC_MDP1). A loading point is an open access point to the magazine, where a tool is manually
loaded and unloaded from the magazine.
Buffer
Buffers are located in the 2nd internal magazine. The buffer includes the spindle, tool holder,
gripper, loader and transfer location. The buffers are managed under magazine number 9998.
Each buffer element is assigned a unique location. Any location numbers may be assigned. It
is recommended that all spindles or tool holders be numbered in ascending order, starting at
number 1. The assignment to real magazines or of spindles/tool holders to other buffers is
made during start-up ($TC_MDP2, $TC_MLSR).
Chain magazine
The setting in MD22550: $MC_TOOL_CHANGE_MODE may only have the value 1 for these
magazine types.
Chain magazines do not as a rule have any additional buffer available for transportation
between magazine and spindle. These additional buffers can contain tools temporarily.
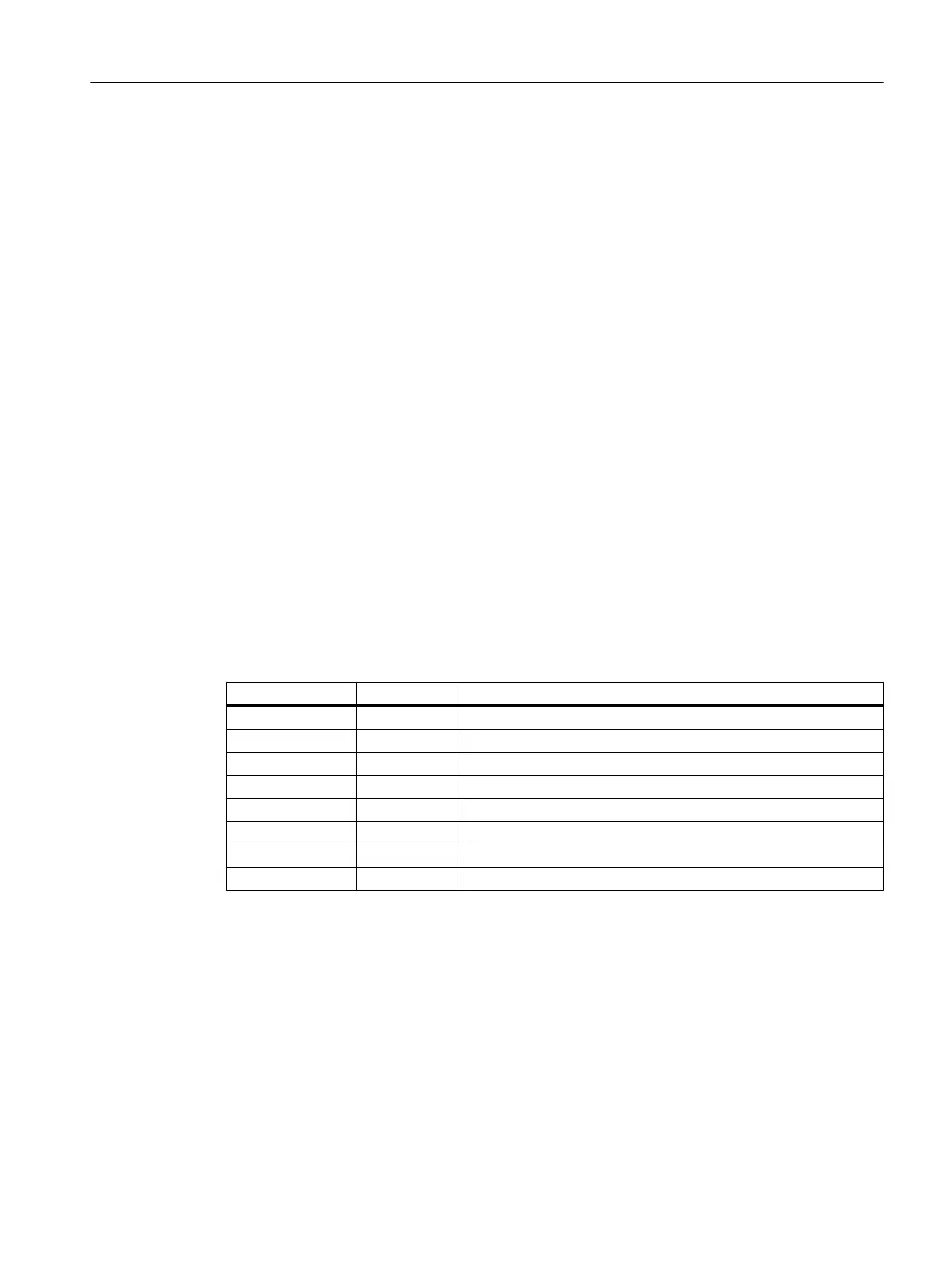
Description of the buffers and loading points:
Magazine Location Meaning
1 xx Real magazine 1 (chain, plate, box), position xx
9998 1 Spindle
9998 2 Gripper
9998 3 Gripper
9998 4 Tool boy
9998 5 Shifter
9999 1 Loading point for spindle, manual tool
9999 2 Magazine loading point
Circular magazine
The setting of MD22550 $MC_TOOL_CHANGE_MODE is usually 0.
Circular
magazines
do
not
have any additional buffer with which tools can be transported from
the magazine to the spindle. The tools on circular magazines are not physically transported
into the spindle, but are moved into a defined position through rotation of the turret so that
machining can take place with one particular tool. The tool is only transported to the spindle
or tool holder in the software. Transporting the tool to the buffer 9998/1 (spindle) serves to
inform the tool management that the turret holding the requested tool has been turned to the
machining position.
Tool management
9.1 Fundamentals
CNC commissioning
Commissioning Manual, 10/2015, 6FC5397-3DP40-5BA3 255

 Loading...
Loading...














