70 100-412-234 REV. 06
5.4.7 Air Cylinder Consumption
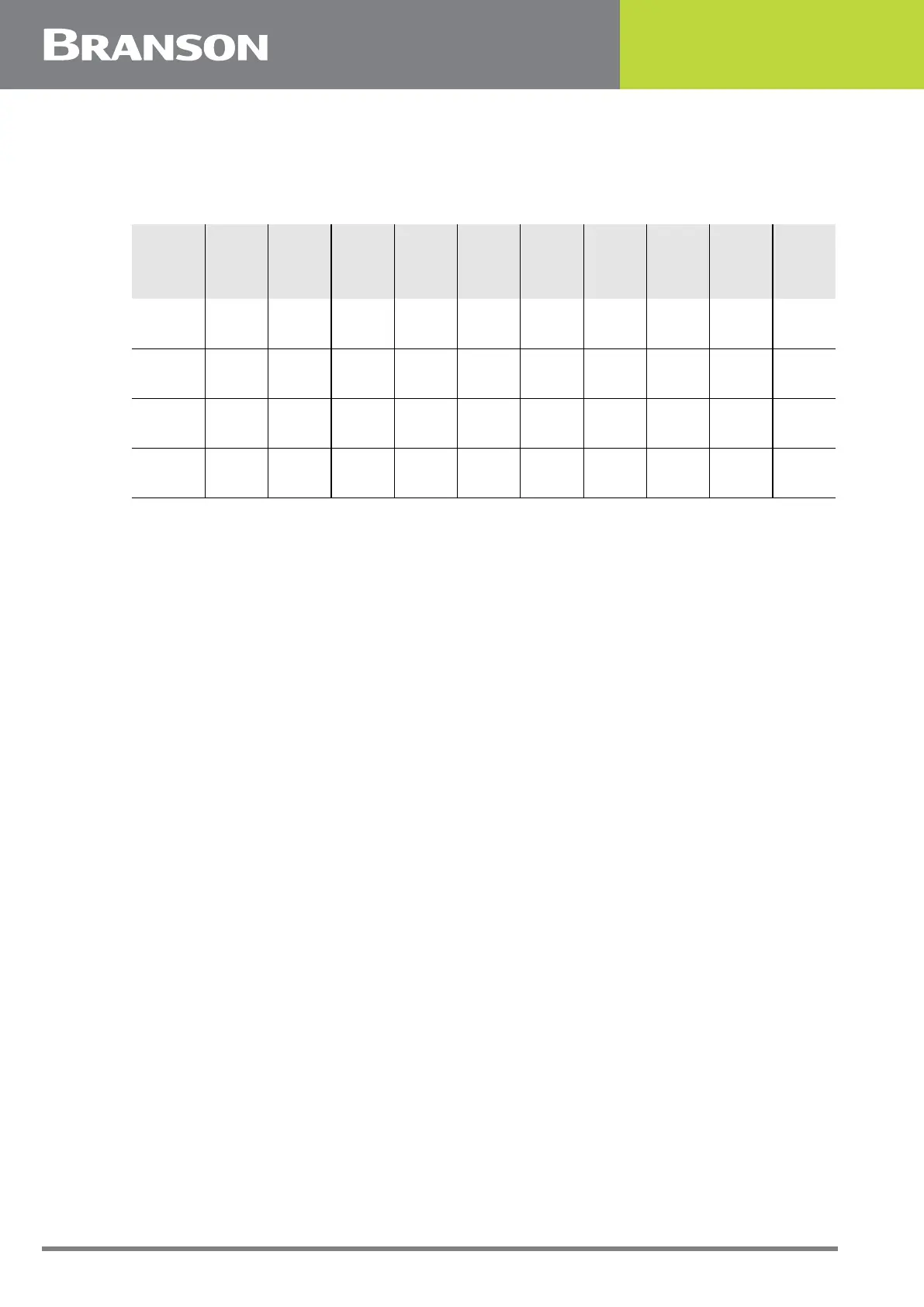
Use the table above to calculate the air used by the air cylinder.
Add 0.034 cubic foot per second (2CFM) of actual weld time to account for converter
cooling air per weld cycle.
Example:
3.0" 2000Xc Actuator running at full pressure (100psi) and stroke length (4") at a cycle rate of
20 parts per minute = 0.0319 CFM per inch of stroke (from table) x 8" (total stroke is 4" down
and 4" back) equals 0.2552 CFM per stroke
Weld time is 1 second, so: 0.034 x 1 = 0.034 CFM for cooling
Add 0.2552 CFM for cylinder to 0.034 CFM for cooling equals 0.2892 CFM per cycle
Multiply by 20 (parts per minute) for a total of 5.784 CFM
The example above is to be considered a worst case condition for a welder to run at.
The 2000Xc Power Supply is unique since it’s pneumatics are used in a differential mode
of operation. For this reason, use the 100psi values from the above table to be on the
conservative side for sizing airflow, rather than on the actual force values. Be sure to add
the converter cooling value, 0.034.
Table 5.4 Cubic Feet of air per minute per inch of stroke length (each direction)
Air
Press
ure
10 20 30 40 50 60 70 80 90 100
1.5"
0.00
174
0.00
243
0.00
312
0.00
381
0.00
450
0.00
513
0.00
590
0.00
660
0.00
730
0.00
800
2"
0.00
317
0.00
437
0.00
557
0.00
677
0.00
800
0.00
930
0.01
040
0.01
170
0.01
300
0.01
420
2.5"
0.00
490
0.00
680
0.00
870
0.01
060
0.01
250
0.01
440
0.01
630
0.01
830
0.02
040
0.02
230
3"
0.00
680
0.00
960
0.01
240
0.01
520
0.01
800
0.02
080
0.02
350
0.02
670
0.02
910
0.03
190