Configuring the transfer steps
Any changes to the tool and magazine positions must be communicated to the tool
management by the PLC user program. A table of all mechanical single movements which
should be acknowledged / communicated helps with this. For each tool transfer, the table
contains the corresponding tool
start and target position, or for positioning a magazine location
at a transfer point (change, load, unload point), the magazine position and the name of the
transfer point.
● The transfer steps 1 … 64 are permanently configured in TM_CTS (DB9900) and can be
changed only by reloading.
● The transfer steps 101 … 164 in TM_VTS (DB9901) can be completely or partially
overwritten by the PLC user program (e.g. by entering the current magazine location).
Coding for position from a job
In the constant transfer-step table, the locations of real magazines are not identified by their
actual values (e. g. 1/14 for magazine 1 location 14) but with symbolic values (0/1) or (0/2).
Otherwise the transfer-step table would be huge for large magazines.
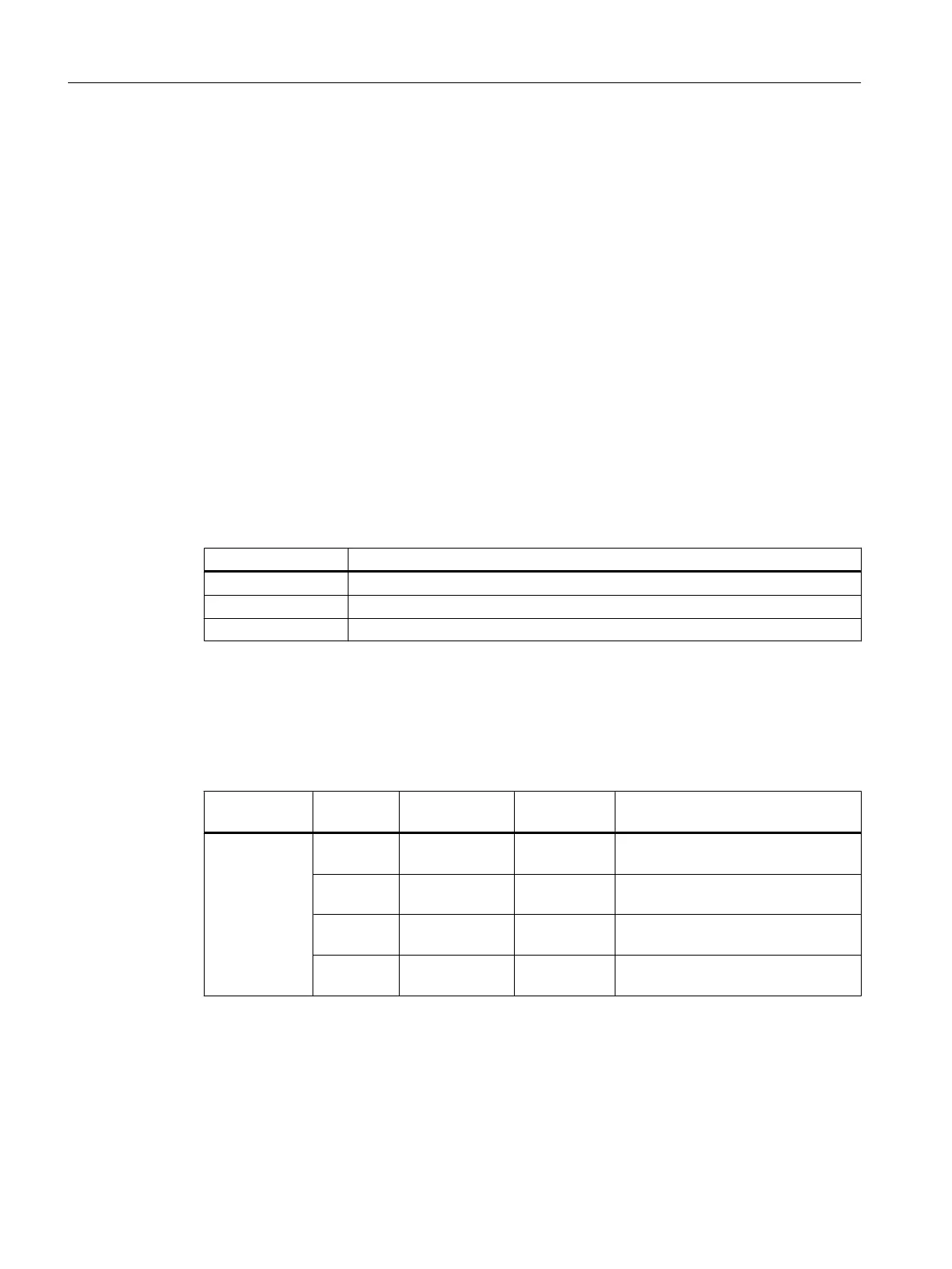
These symbolic values have the following meaning:
Magazine / Location Meaning
( 0 / 1 ) The source position of the only or new tool from the job should be used.
( 0 / 2 ) The target position of the old tool from the job should be used.
( 0 / 3 ) The target position of the only tool or new tool from the job should be used.
This symbolic notation form can only be used for synchronous intermediate and end
acknowledgments, since asynchronous messages do not have a job as a reference.
Example: Constant transfer-step table
Transfer step Address
DB9900
Name Start value Comment
1 0.0 SrcMag_1 0 Source magazine number of the
transfer step
2.0 SrcPos_1 1 Source position number of the trans‐
fer step
4.0 DstMag_1 0 Target magazine number of the
transfer step
6.0 DstPos_1 1 Target position number of the trans‐
fer step
Tool management
9.4 PLC Program Blocks
CNC commissioning
290 Commissioning Manual, 10/2015, 6FC5397-3DP40-5BA3

 Loading...
Loading...














