Similarly to Step 1, it is checked whether a direct change or a change in two steps is to be
executed:
● 1:1 change possible: → Continue with Step 6
● 1:1 change not possible: → Continue with Step 9
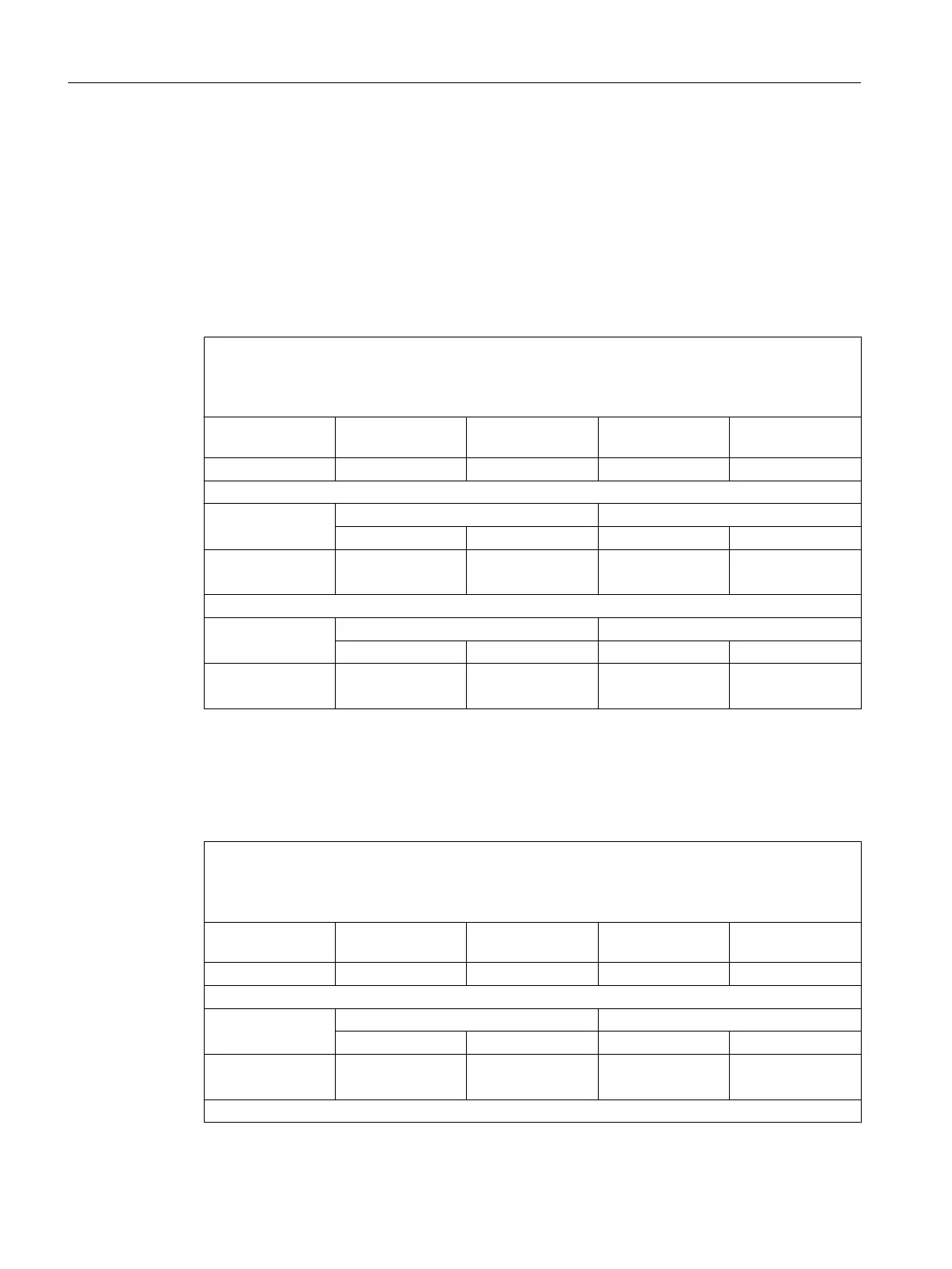
Step 6: Old tool from spindle to gripper 2 and new tool from magazine to gripper 1
← Previous step: Step 5
The PLC program controls the machine functions with which the gripper movements, tool clamping,
etc. are performed. As soon as the mechanical movements are completed and acknowledged in the
PLC user program, the tool movements are acknowledged to the tool management.
Acknowledgment to TOOLMAN:
Acknowledgment
step
Acknowledgment
bit
Transfer step new
tool
Transfer step old
tool
Status
5 DB4200.DBX0.5 1 2 105
New tool from magazine to gripper 1 → Step 6 or 13
Transfer step
From To
Magazine Location Magazine Location
1
DB9900.DBW0
0 1 9998 2
Old tool from spindle to gripper 2 → Step 6 or 9
Transfer step
From To
Magazine Location Magazine Location
2
DB9900.DBW8
9998 1 9998 3
→ Continue with Step 7
Step 7: Old tool from gripper 2 to magazine and new tool from gripper 1 to spindle
← Previous step: Step 6
The PLC program controls the machine functions for the gripper movements, tool clamping, etc. As
soon as the mechanical movements are completed and acknowledged in the PLC user program, the
tool movements are acknowledged to the tool management.
Acknowledgment to TOOLMAN:
Acknowledgment
step
Acknowledgment
bit
Transfer step new
tool
Transfer step old
tool
Status
7 DB4200.DBX0.7 3 4 105
New tool from gripper 1 to spindle → Step 7 or 14
Transfer step From To
Magazine Location Magazine Location
3
DB9900.DBW16
9998 2 9998 1
Old tool from gripper 2 to magazine → Step 7 or 10
Tool management
9.8 Application example for milling machine
CNC commissioning
326 Commissioning Manual, 10/2015, 6FC5397-3DP40-5BA3

 Loading...
Loading...














