7RROKROGHU
[
]
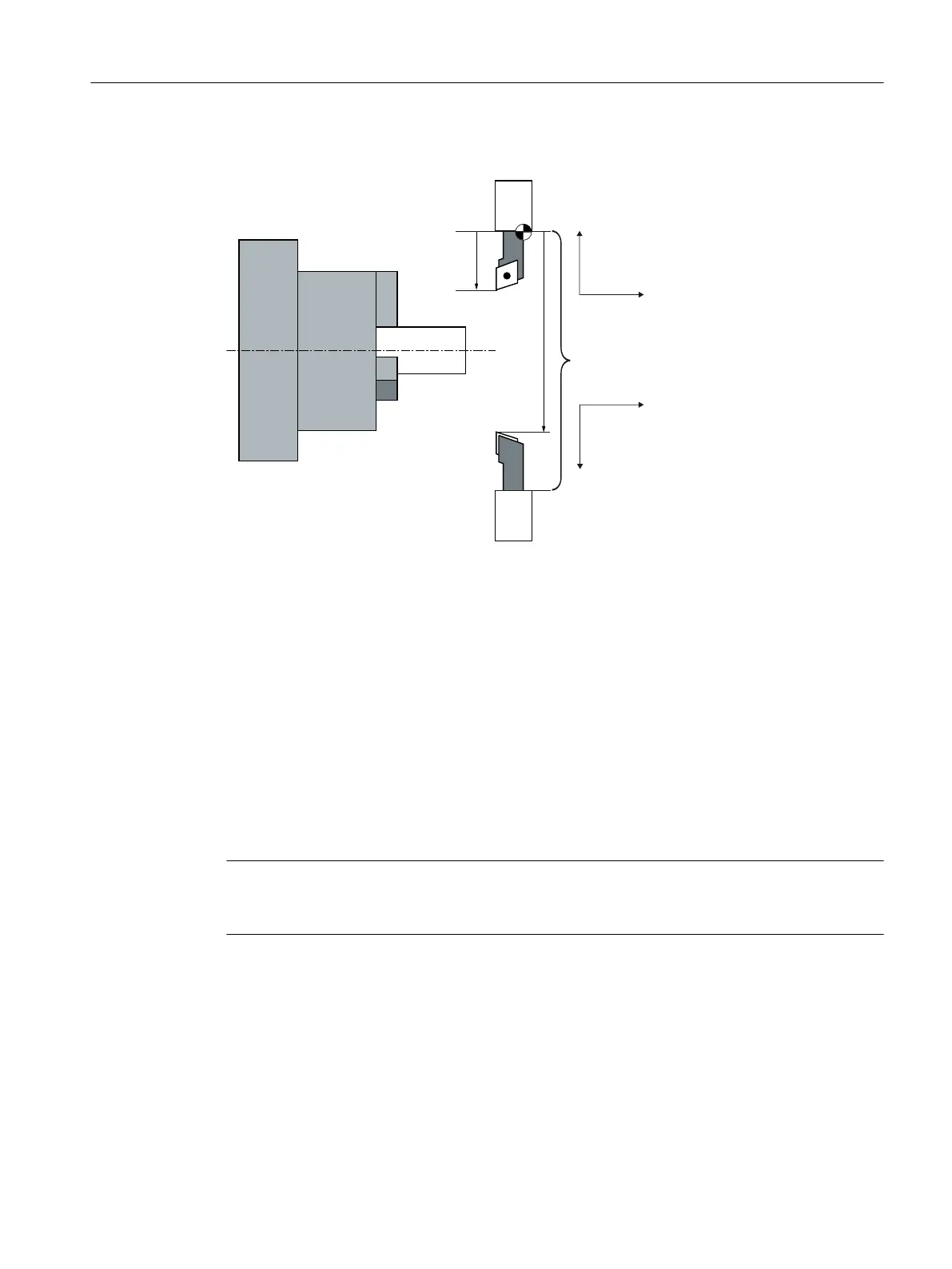
:RUNSLHFHFRRUGLQDWH
V\VWHPZKHQXVLQJ
WRROKROGHU
/
/
/
0'a/
]
[
:RUNSLHFHFRRUGLQDWH
V\VWHPZKHQXVLQJ
WRROKROGHU
7RROKROGHU
Toolholder definition
The MD52248 REV_2_BORDER_TOOL_LENGTH defines
a tool length limit X so that the tools
can be assigned to the two toolholders automatically:
Tool length X < MD52248: Tool belongs to the 1st toolholder
Tool length X ≥ MD52248: Tool belongs to the 2nd toolholder
For the mirror X to become active for the activation of the tools of the second toolholder, the
following T/TCA replacement must be set:
MD10717 $MN_T_NO_FCT_CYCLE_NAME="F_T_REV2"
MD15710 $MN_TCA_CYCLE_NAME="F_T_REV2"
Note
If there are a large number of old G code programs that were programmed without mirroring
of the X axis, you should consider setting mirroring for G code programs.
If the required mirroring is also to be automatically activated when programming the
TRANSMIT command, the TRANSMIT command must be replaced by a subprogram (e.g. in
the manufacturer directory):
MD10712 $MN_NC_USER_CODE_CONF_NAME_TAB[0]="TRANSMIT"
MD10712 $MN_NC_USER_CODE_CONF_NAME_TAB[1]="TRANSM"
TRANSMIT.SPF subprogram:
PROC TRANSMIT(INT_NR)
Tool management
9.6 Working with two toolholders
SINUMERIK Operate
Commissioning Manual, 10/2015, 6FC5397-3DP40-5BA3 305

 Loading...
Loading...














