TOMATECH AUTOMATION
Program:
O0005;
G00 X176 Z10 M03 S500 (Change No.2 tool and execute its compensation, spindle
CW rotation with 500 r/min)
G72 W2.0 R0.5 F300; (Tool infeed 2mm, tool retraction 0.5mm)
G72 P10 Q20 U0.2 W0.1; (Roughing a--d,X roughing allowance 0.2mm and Z 0.1mm)
Ⅰ Programming
N10 G00 Z-55 S800 ; (Rapid traverse)
G01 X160 F120; (Infeed to a point)
X80 W20; (Machining a—b) Blocks for finishing path
W15; (Machining b—c)
N20 X40 W20 ; (Machining c—d)
G70 P050 Q090 M30; (Finishing a—d)
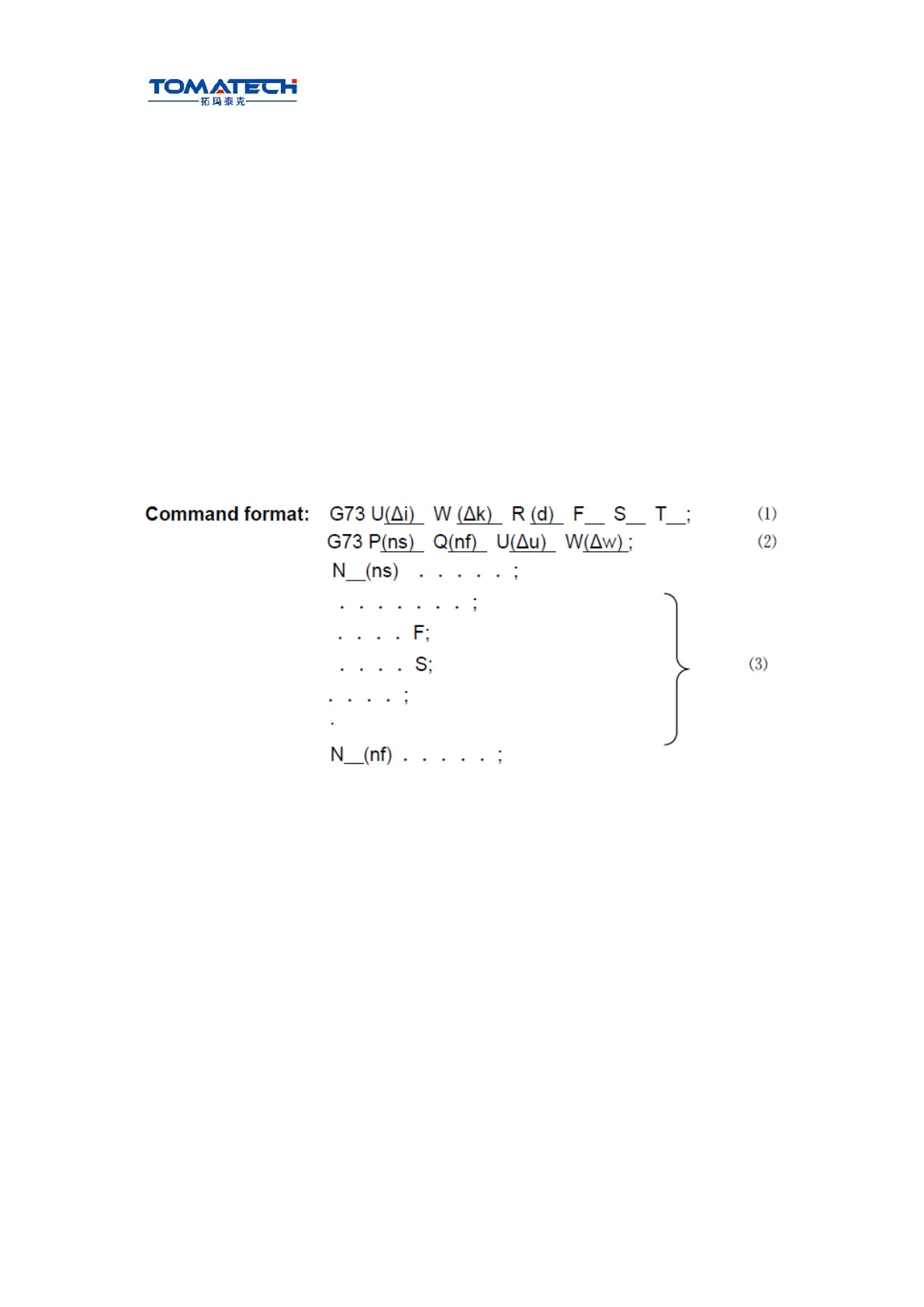
3.20.3 Closed cutting cycle G73
Command functions: G73 is divided into three parts:
⑴ Blocks for defining the travels of tool infeed and tool retraction, the cutting speed, the
spindle speed and the tool function when roughing;
⑵ Blocks for defining the block interval, finishing allowance;
⑶ Blocks for some continuous finishing path, counting the roughing path without being
executed actually when executing G73.
According to the finishing allowance, the travel of tool retraction and the cutting times, the
system automatically counts the travel of roughing offset, the travel of each tool infeed
and the path of roughing, the path of each cutting is the offset travel of finishing path, the
cutting path approaches gradually the finishing one, and last cutting path is the finishing
one according to the finishing allowance. The starting point and end point of G73 are the
same one, and G73 is applied to roughing for the formed rod. G73 is non-modal and its
path is shown in Fig.3-31.
Relevant definitions:
Finishing path: The above-mentioned Part 3 of G73 (ns~nf block)defines the finishing
path,and the starting point of finishing path (start point of ns block)is the same these
of starting point and end point of G73, called A point; the end point of the first