TOMATECH AUTOMATION
key.
� G40 must be specified to cancel offset mode before the program is ended, otherwise
the tool path offsets one tool nose radius.
� The system executes the tool nose radius compensation in main program and
subprogram but must cancel it before calling subprogram and then create it again in the
subprogram.
� The system does not execute the tool nose radius compensation in G71, G72, G73,
G74, G75,G76 and cancel it temporarily.
� The system executes the tool nose radius compensation in G90, G94, it offsets one tool
nose radius for G41 or G42.
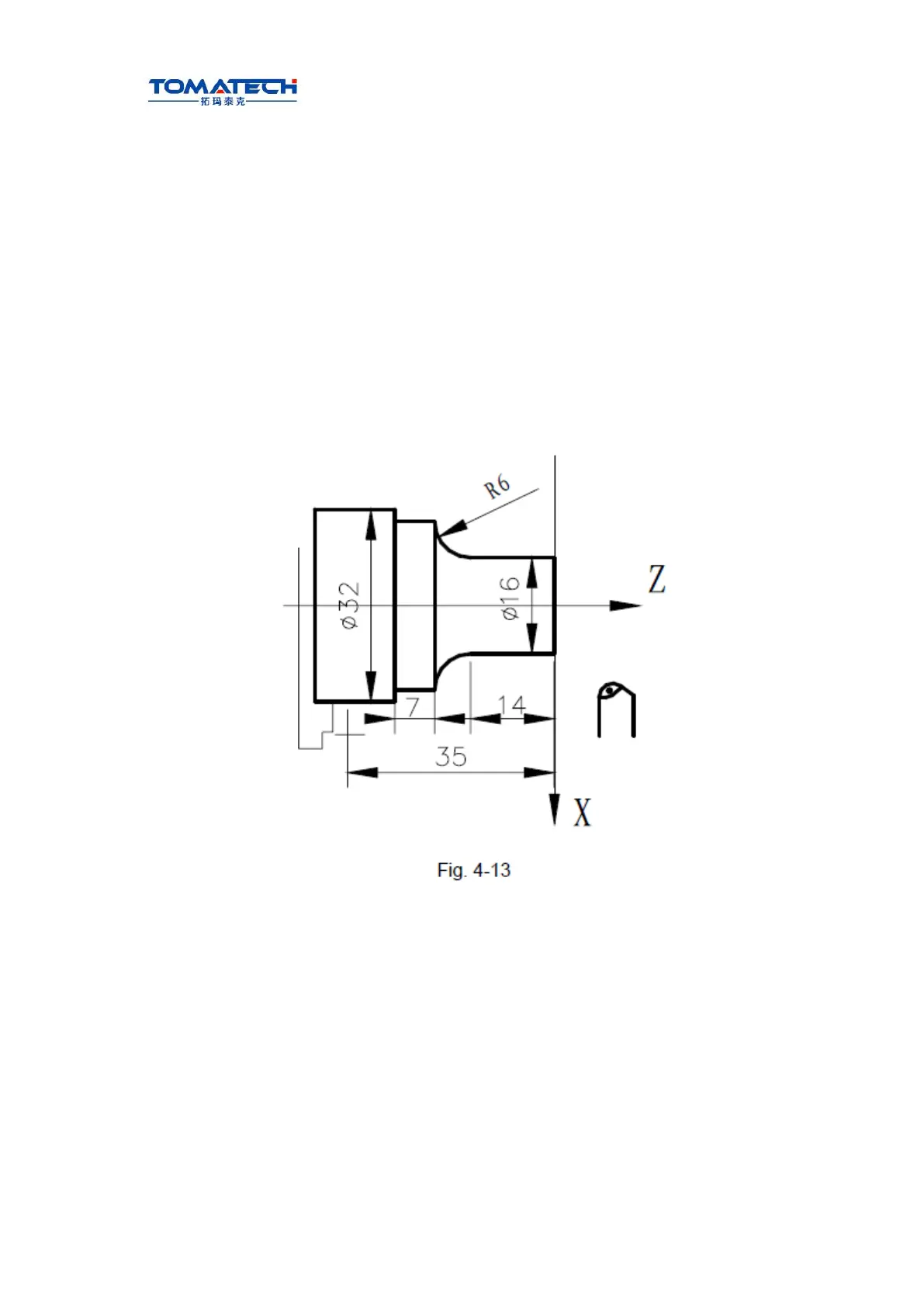
4.1.7 Application
Machine a workpiece in the front tool post coordinate system as Fig. 4-13. Tool number:
T0101, tool nose radius R=2, imaginary tool nose number T=3.
For toolsetting in Offset Cancel mode, after toolsetting, Z axis offsets one tool nose radius
and its direction is relative to that of imaginary tool nose and toolsetting point, otherwise
the system excessively cuts tool nose radius when it starts to cut.
Set the tool nose radius R and imaginary tool nose direction in “TOOL OFFSET&WEAR”
window as following: