TOMATECH AUTOMATION
3 steps to execute tool nose radius compensation: tool compensation creation, tool
compensation execution and tool compensation canceling.
Tool traverse is called tool compensation creation (starting tool) from offset canceling to
G41 or G42 execution.
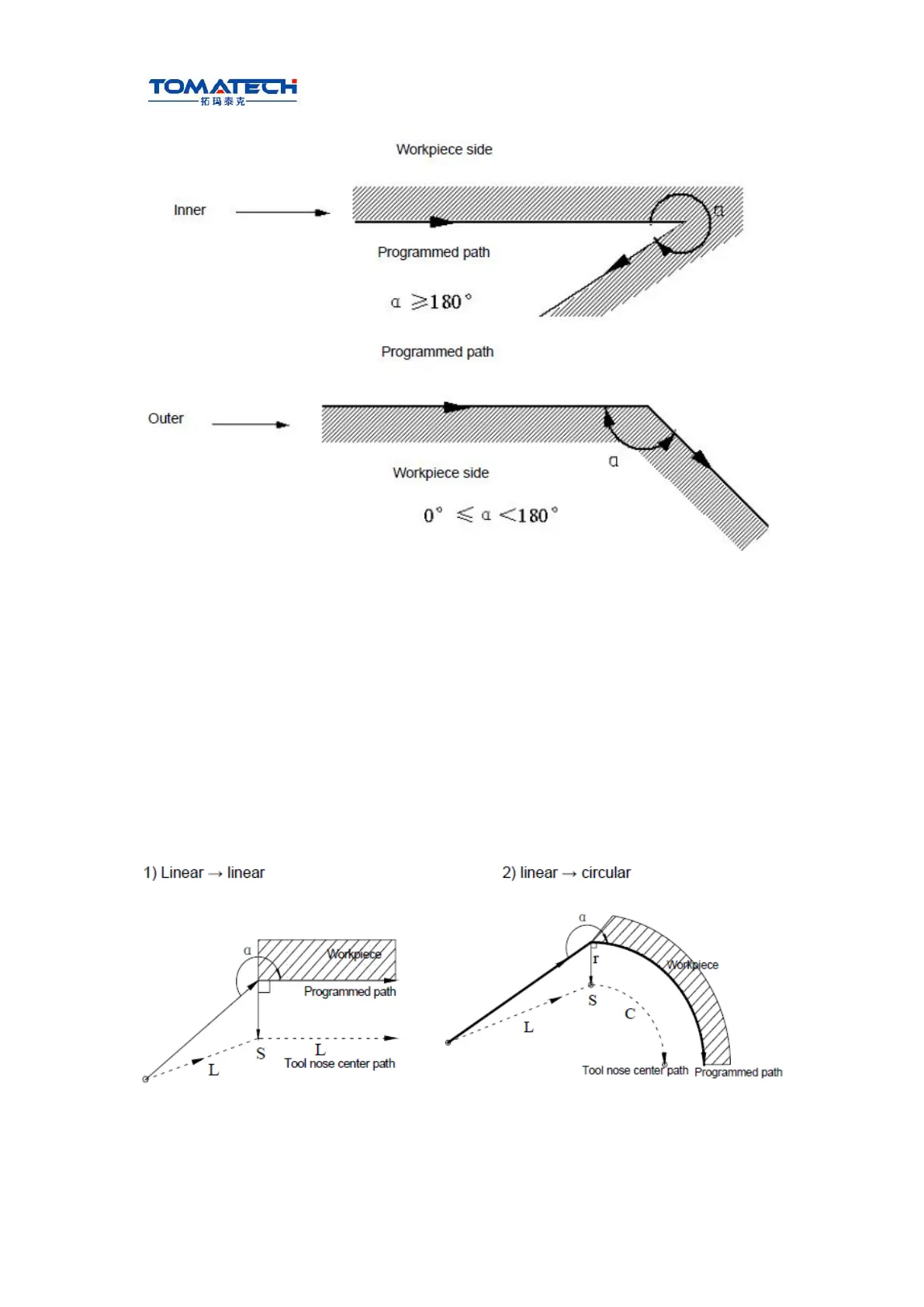
Note: Meanings of S, L, C in the following figures are as follows: S――Stop point of single block;
L――linear; C――circular.
Note: Tool movement path is marked with the tool nose direction 0 in the following figures.
Note: Tool path is described in rear tool post coordinate system and tool compensation direction
G41 in the following figures.
Ⅰ Programming
4.2.2 Tool traversing when starting tool
(a) Tool traversing inside along corner(α≥180°)
(b) Tool traversing inside along corner(180°>α≥90°)