TOMATECH AUTOMATION
4.2.4 Tool traversing in Offset canceling mode
In compensation mode, when the system executes a block with one of the followings, it
enters compensation canceling mode, which is defined to compensation canceling of
block.
1. Execute G40 in a program;
2. Execute M30.
The system cannot execute G02 and G03 when canceling C tool compensation (tool nose
radius compensation), otherwise the system alarms and stops run.
In compensation canceling mode, the system executes the block and ones in the register
for tool nose radius compensation. At the moment, the run stops after one block is
executed when single block is ON. The system executes the next one but does not read
its following one when pressing
CYCLE START button again.
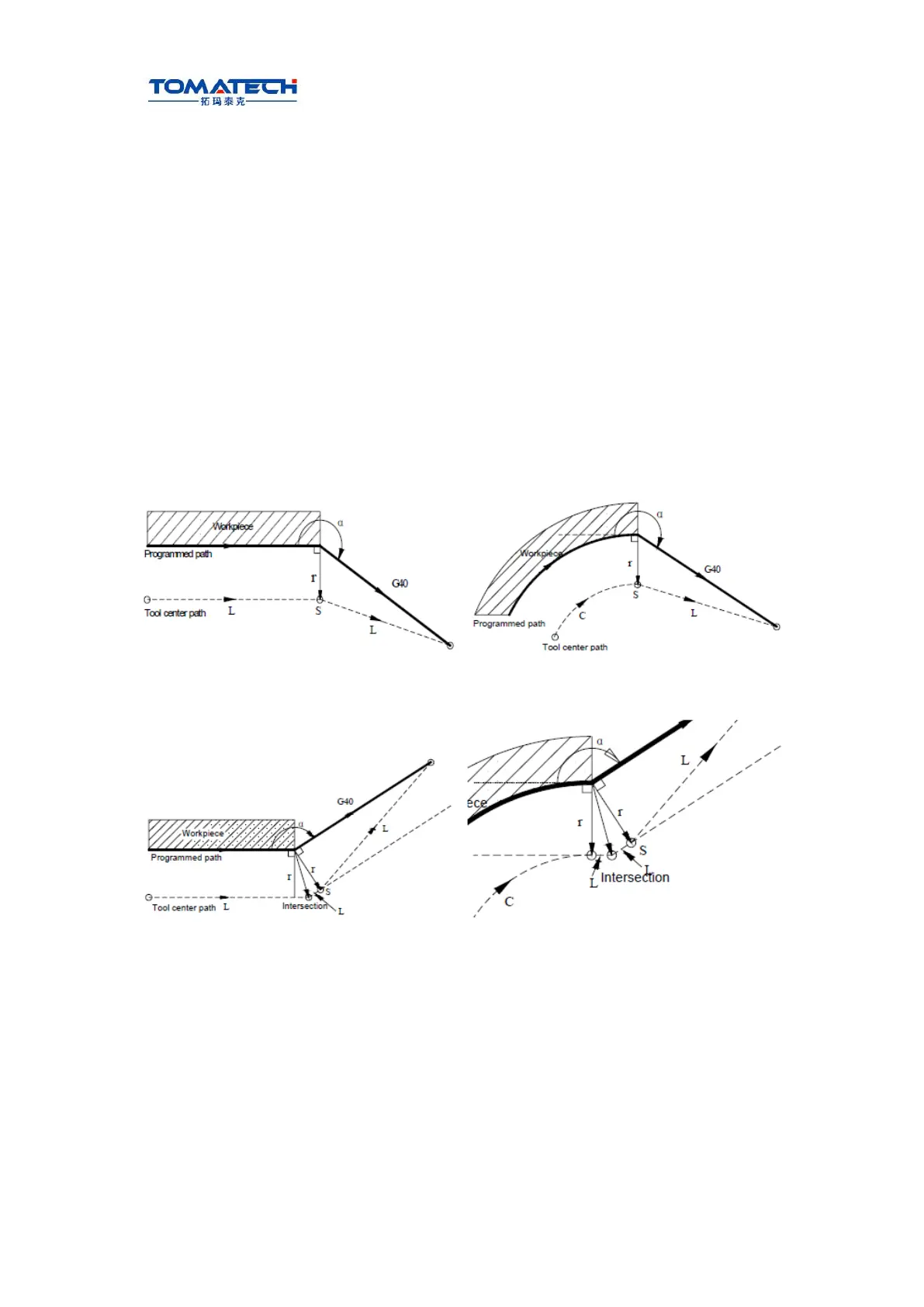
(a) Tool traversing inside along corner(α≥180°)
1)Linear→linear 2)Circular→linear
(b) Tool traversing outside along corner(180°>α≥90°)
1)Linear→linear 2)Circular→linear
(c) Tool traversing outside along corner(α<90°)
1)Linear→linear 2)Circular→linear