TOMATECH AUTOMATION
program,
which is called the compound programming.
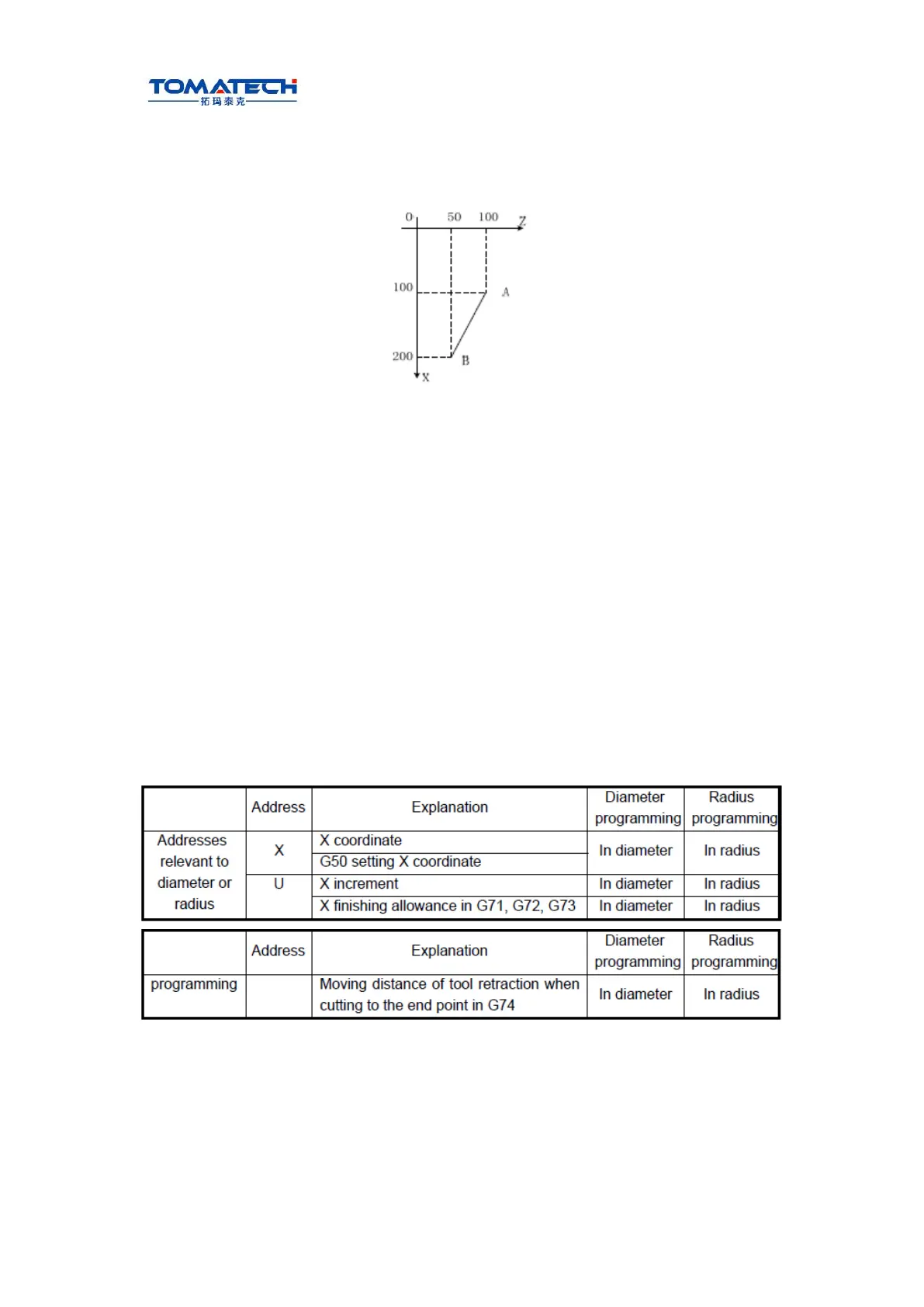
Example: A→B linear interpolation
Fig.1-8
Absolute programming: G01 X200 Z50;
Incremental programming: G01 U100 W-50;
Compound programming: G01 X200 W-50; or G01 U100 Z50
Note: When there are command address X/ U or Z/ W at the same time, X/Z command value is
valid.
Example: G50 X10 Z20;
G01 X20 W30 U20 Z30; 【End point of the block (X20, Z30)】
1.3.6 Diameter programming and radius programming
Programming methods of X coordinate values are divided into: diameter programming
and radius programming.
Diameter programming: when NO.001 Bit2 is 0, X input command value is in diameter and
X coordinate is in diameter at the moment;
Radius programming: when NO.001 Bit2 is 1, X input command value is in radius and X
coordinate is in radius at the moment.
Addresses relevant to diameter or radius programming
Except for addresses and data in Table 1-1, others (arc radius, taper in G90) are
unrelated to diameter or radius programming, and their input values in X direction are
defined by the radius.
Note: The diameter programming is used except for the special description in the following
explanation.
1.4 Structure of an NC Program