TOMATECH AUTOMATION
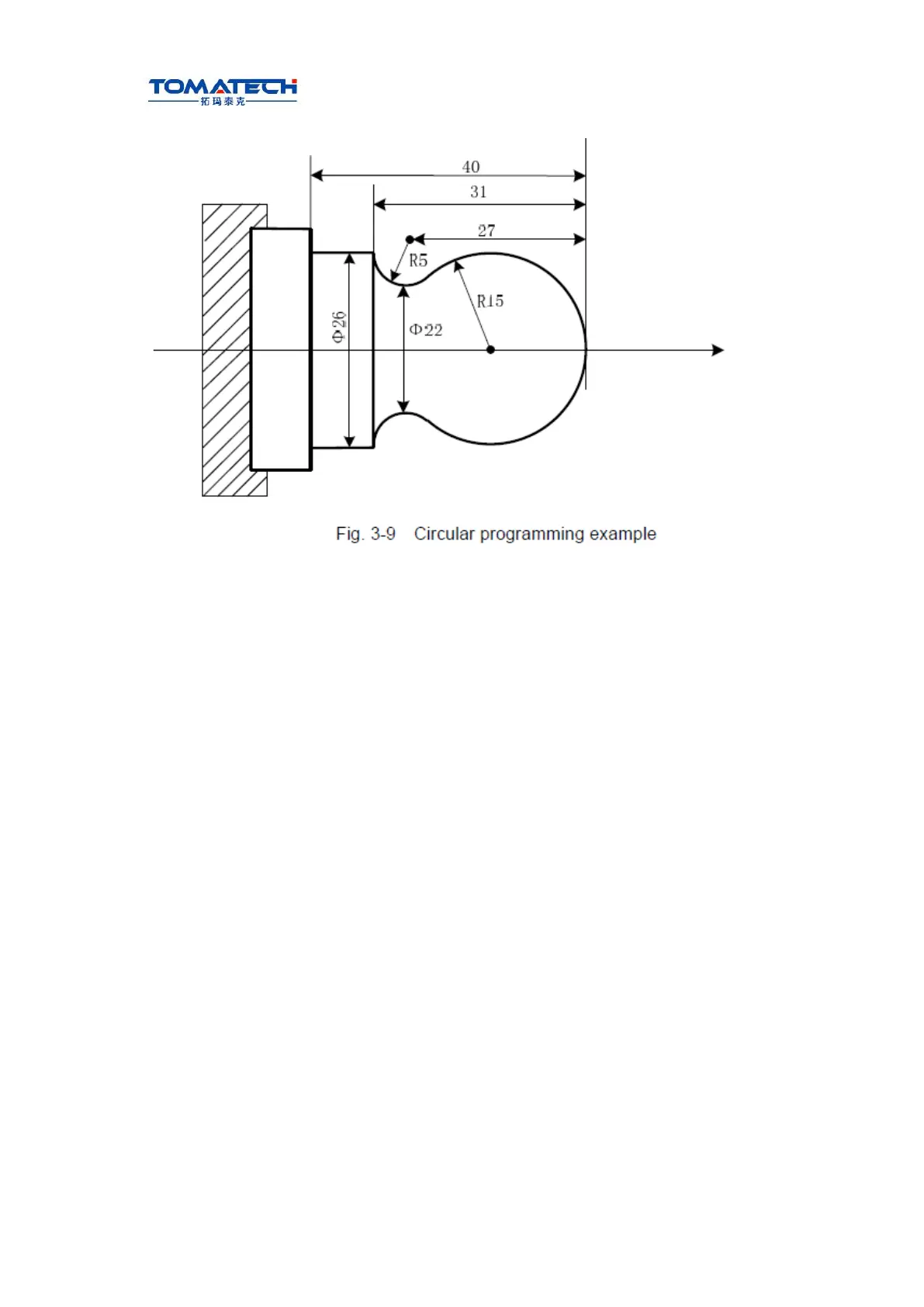
Program: O0001
N001 G0 X40 Z5; (Rapidly traverse)
N002 M03 S200; (Start spindle)
N003 G01 X0 Z0 F900; (Approach workpiece)
N005 G03 U24 W-24 R15; (Cut R15 arc)
N006 G02 X26 Z-31 R5; (Cut R5 arc)
N007 G01 Z-40; (Cut φ26)
N008 X40 Z5; (Return to starting point)
N009 M30; (End of program)
3.8 Plane Selection G17~G19
Command format:
G17……XY plane
G18……ZX plane
G19……YZ plane
Command function: use G commands to select the plane of the arc interpolation or the
one of the cutter compensation
Command explanation: G17, G18, G19 are modal, and the plane does not change in the
block without the command.
Notes:
� Firstly set the basic axis Y when the system selects G17, G19 plane;
� Cannot switch the planes in C tool compensation;
� G71~G76,G90,G92,G94 can be used in G18 plane;
� The plane selection code can be in the same block with G codes in the other groups;
� The movement command is not relevant to the plane selection;
Ⅰ Programming