TOMATECH AUTOMATION
G0 X20 Z25; (absolute programming)
G0 U-22 W-18; (incremental programming)
G0 X20 W-18; (compound programming)
G0 U-22 Z25; (compound programming)
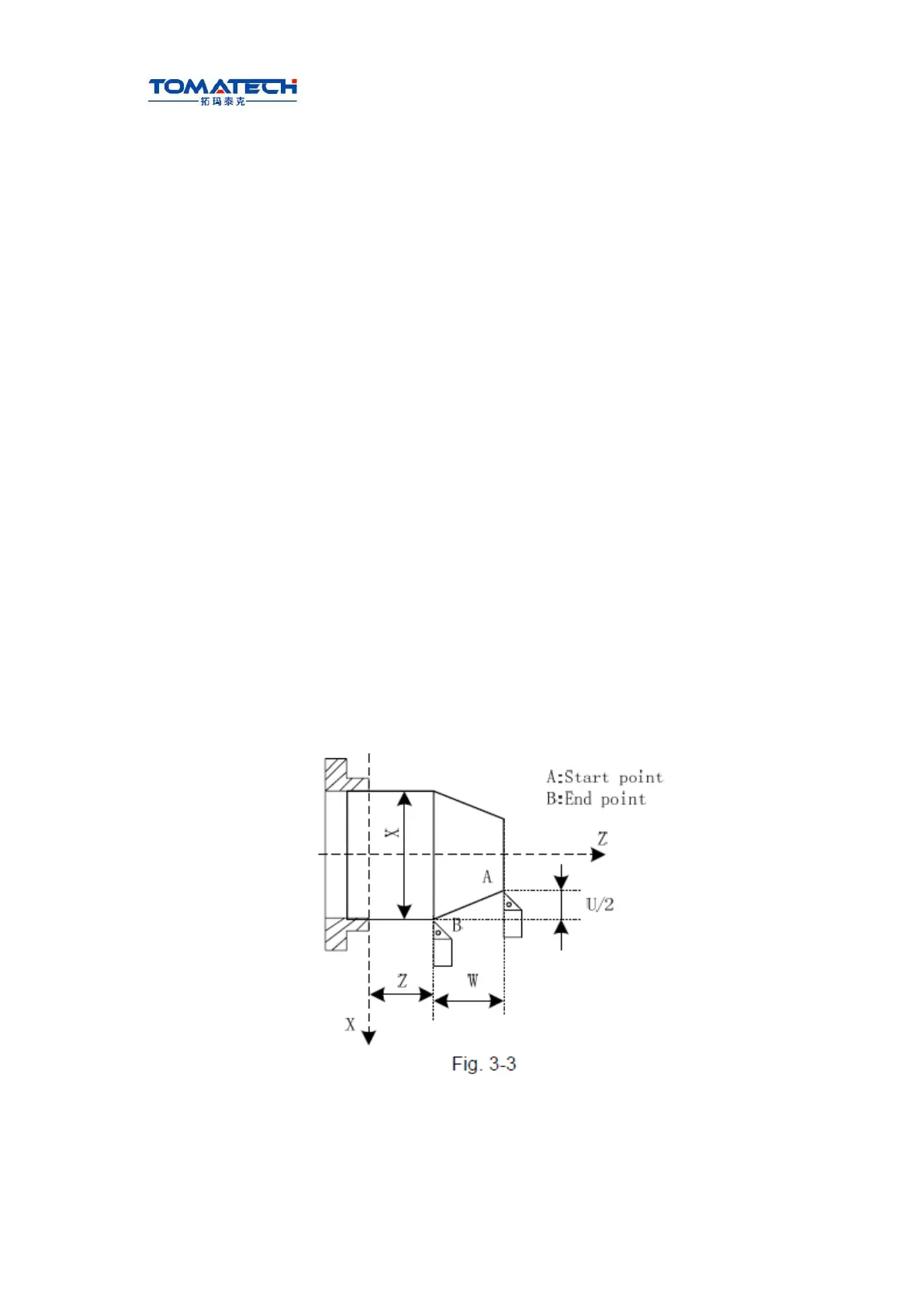
3.3 Linear Interpolation G01
Command format: G01 X(U) _ Z(W) _ F_;
Command function: The movement path is a straight line from starting point to end point
as Fig.3-3.
Command specification: G01 is modal.
Can omit one or all command addresses X (U), Z (W). The coordinate
values of starting point and end point are the same when omitting one
command address; the end point and the starting point are in theⅠ Programming
same position when all are omitted. X, U, Z, W rang is referred to
Table 1-2 of Section 1.4.1, unit: mm//inch.
F command value is the vector compound speed of X and Z
instantaneous speed and the actual cutting feedrate is the product
between the feedrate override and F command value.
After F command value is executed, it has been reserved unless the
new one is executed. Do not repeat it when the following G
commands adopt functions of F word. Its range is referred to Table 1-2.
Note: In G98, F max. value cannot exceed the value set by the data parameter No.027(upper speed
of cutting feed), otherwise, the system alarms.
Command path:
Example: Cutting path from Φ40 to Φ60 as Fig.3-4: