TOMATECH AUTOMATION
Command specifications:
● The cycle movement is executed by Z(W) and P(Δk) blocks of G74, and the movement
is not executed if only “G74 R(e) ; ” block is executed;
● Δd and e are specified by the same address and whether there are Z(W) and P(Δk)
word or not in blocks to distinguish them;
● The tool can stop in Auto mode and traverse in Manual mode when G74 is executed,
but the tool must return to the position before executing in Manual mode when G74 is
executed again,otherwise the following path will be wrong.
● When the single block is running, programs dwell after each axial cutting cycle is
completed.
● R(Δd) must be omitted in blind hole cutting, and so there is no distance of tool
retraction when the tool cuts to axial end point of cutting.
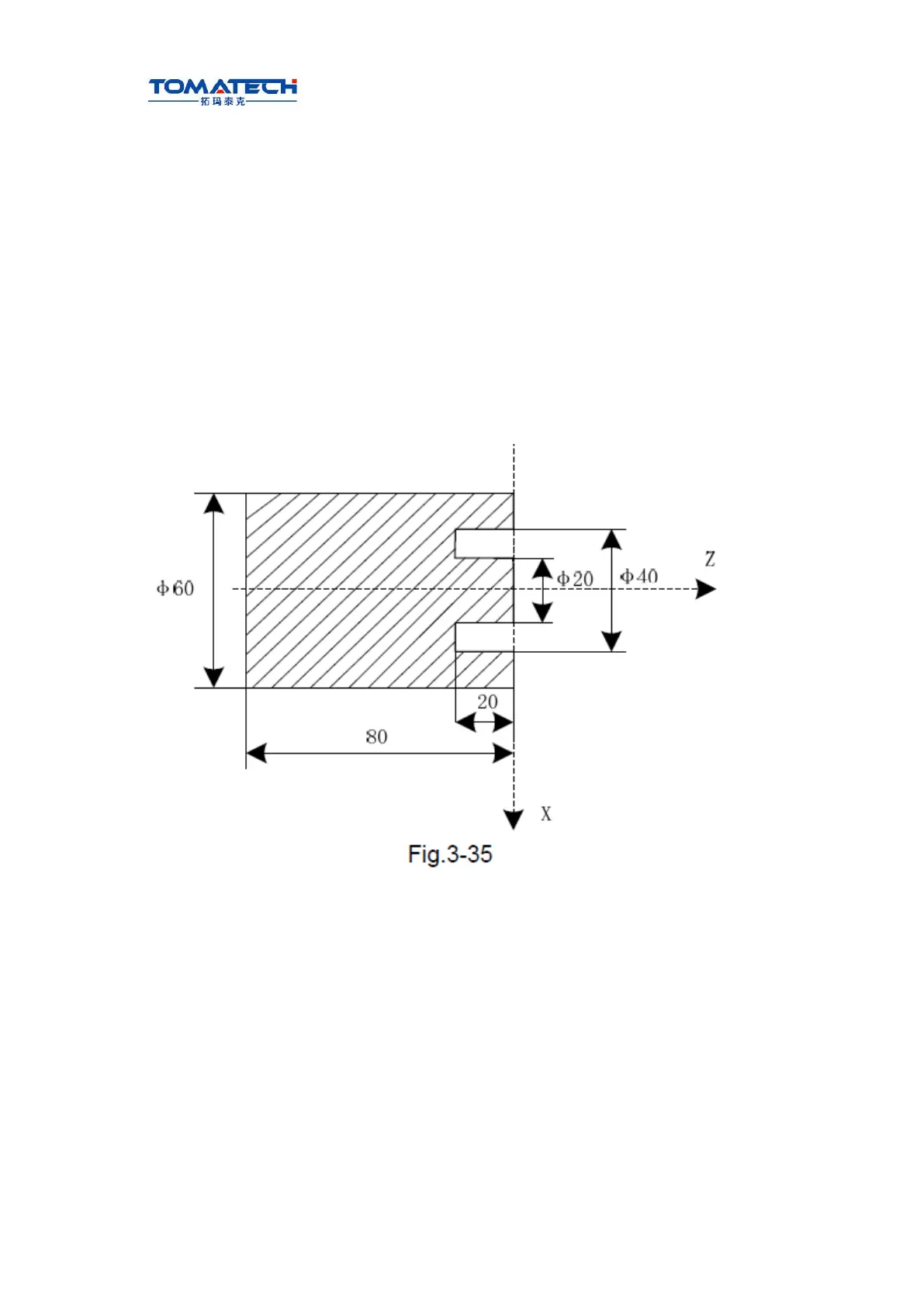
Example:Fig. 3-35
Program (suppose that the grooving tool width is 4mm, system least increment is
0.001mm):
O0007;
G0 X40 Z5 M3 S500; (Start spindle and position to starting point of machining)
G74 R0.5 ; (Machining cycle)
G74 X20 Z60 P3000 Q5000 F50; (Z tool infeed 5mm and tool retraction 0.5mm each time;
rapid return to starting point (Z5) after cutting feed to end point(Z-20), X tool infeed 3mm
and cycle the above-mentioned steps)
M30; (End of program)
3.20.6 Radial grooving multiple cycle G75
Command format:G75 R(e);
G75 X(U) Z(W) P(Δi) Q(Δk) R(Δd) F ;
Command function: Axial (Z) tool infeed cycle compounds radial discontinuous cutting