TOMATECH AUTOMATION
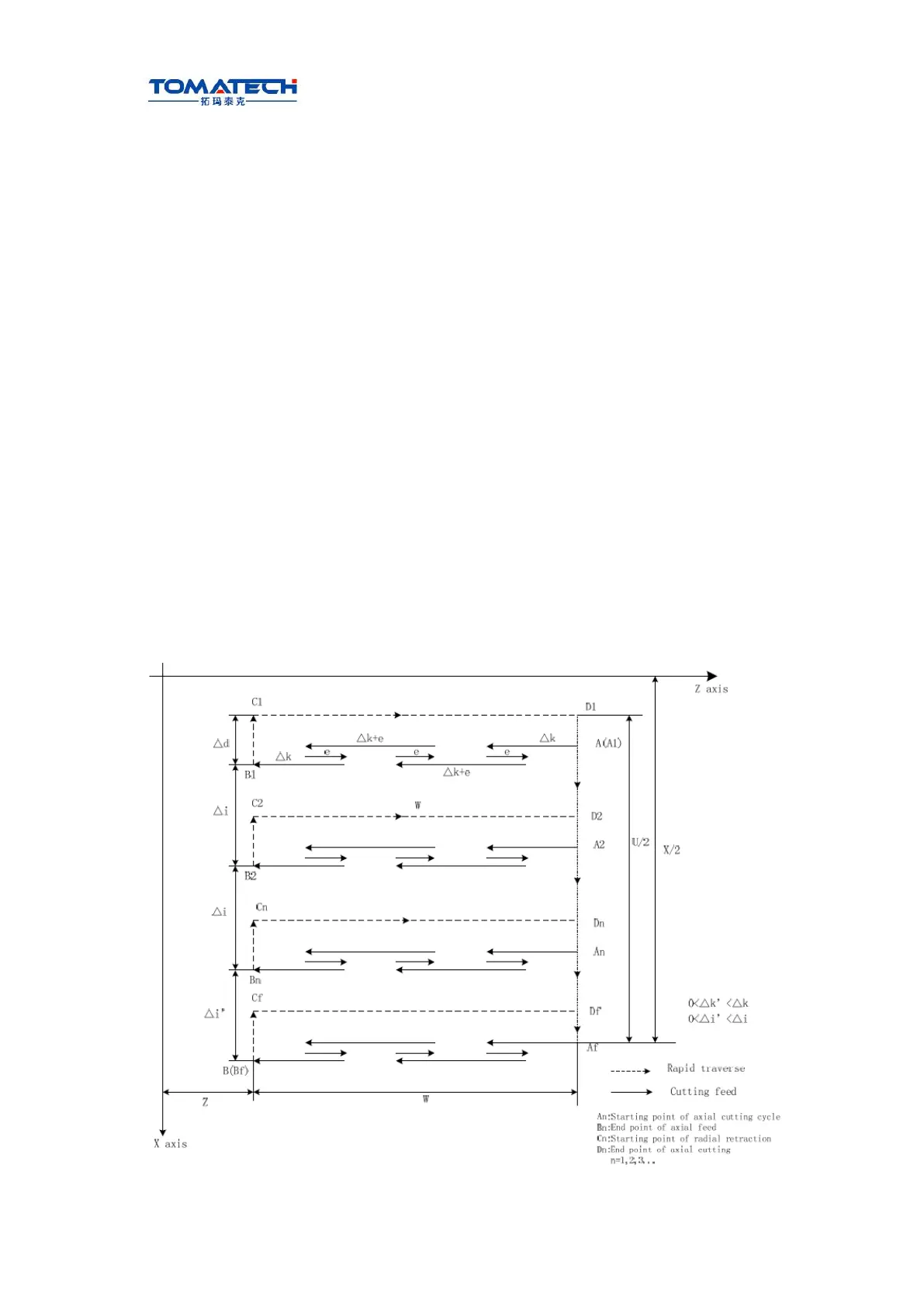
① Axial (Z) cutting feed △k from the starting point of axial cutting cycle, feed in Z
negative direction when the coordinates of cutting end point is less than that of
starting point in Z direction, otherwise, feed in Z positive direction;
② Axial (Z) rapid tool retraction e and its direction is opposite to the feed direction of ①;
③ X executes the cutting feed (Δk+e) again, the end point of cutting feed is still in it
between starting point An of axial cutting cycle and end point of axial tool infeed, Z
executes the cutting feed (Δk+e)again and execute ②; after Z executing the cuttingⅠ P
feed (Δk+e)again, the end point of cutting feed is on Bn or is not on it between An and
Bn cutting feed to Bn in Z direction and then execute ④;
④ Radial(X) rapid tool retraction △d to Cn , when X coordinate of Bf (cutting end point)
is less than that of A (starting point), retract tool in X positive, otherwise, retract tool
in X negative direction;
⑤ Axial(Z axial) rapid retract tool to Dn, No. n axial cutting cycle is completed. If the
current axial cutting cycle is not the last one, execute ⑥ ; if it is the previous one
before the last axial cutting cycle, execute ⑦;
⑥ Radial(X axial)rapid tool infeed, and it direction is opposite to ④ retract tool. If the end
point of tool infeed is still on it between A and Af (starting point of last axial cutting
cycle) after X executes the tool infeed (△d+△i) , i.e. Dn→An+1 and then execute ①
(start the next axial cutting cycle); if X end point of tool infeed is not on it between Dn
and Af after tool infeed (△d+△i), rapidly traverse to Af and execute ① to start the
first axial cutting cycle;
⑦ X rapidly traverse to return to A, and G74 is completed.
Fig. 3-34 G74 path