TOMATECH AUTOMATION
Notes:
● In rigid tapping, when the tapping direction is changed(i.e. G84 and G88 are
switched),the system specifies again the hole bottom position of the tapping, otherwise,
the unexpected result rises;
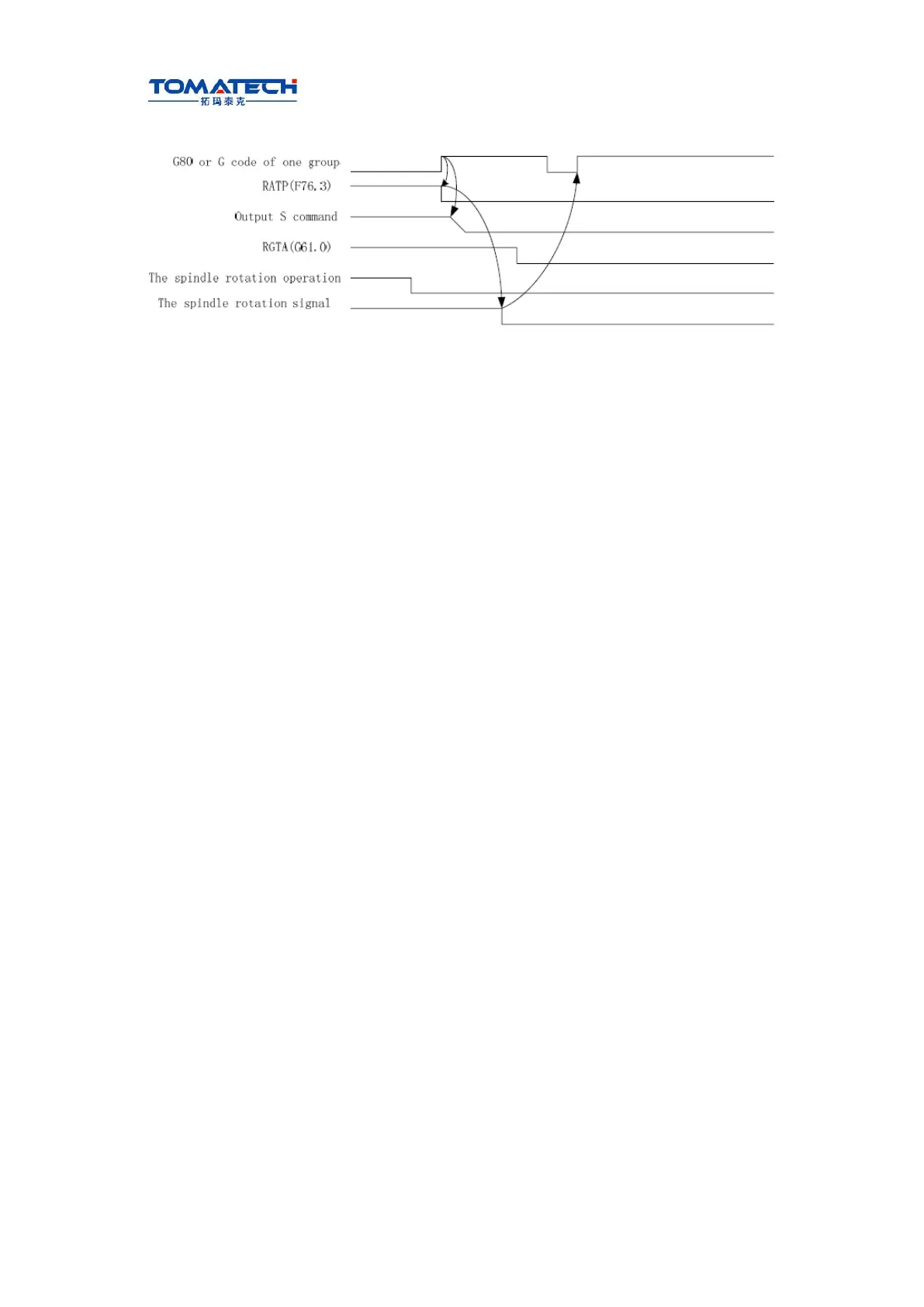
● The rigid tapping G command is in Group 01, it is cancelled temporarily in the rigid
tapping state, and then is recovered it after the tapping is done;
● The dry run function is disabled in rigid tapping;
● In the rigid tapping, the machine lock function is valid; the tapping axis and the spindle
do not move when the machine lock function is enabled;
● When the reset is executed in the rigid tapping, the rigid tapping state is released and
the spindle returns to the previous state before the rigid tapping;
● In rigid tapping, when the tapping block is executed and the tapping returns, the feed
hold/single block run function is disabled temporarily till the tapping return completes;
● In rigid tapping mode, the backlash compensation is performed to compensate the dry
run of the spindle rotation(CW, CCW). It is set in parameters (№33~№34 or №180~
№182). The backlash compensation along the tapping axis is performed in general
method;
● In multiple spindle tapping, the 1st spindle is used to the graduation and the 2nd to the
tapping.After the 1st spindle graduation is completed, the spindle must be clamped on the
machine and the machine clamping/releasing M code can be specified in the rigid tapping.
M code used to clamp the spindle is added in G84/G88, i.e. the system can output two
kinds of M code. M code used to clamp the spindle is set in the data parameter (№170). M
code used to the releasing is the setting value +1 of №170;
● Setting RTORI(state parameter №186#7)to 1 can execute the reference point return
of the spindle before the system starts the rigid tapping.
3.21.6 Thread cutting cycle G92
Command format: G92 X(U) _ Z(W) _ F_ J_ K_ L ; (Metric straight thread cutting cycle)
G92 X(U) _ Z(W) _ I_ J_ K_ L ; (Inch straight thread cutting cycle)
G92 X(U) _ Z(W) _ R_ F_ J_ K_ L ; (Metric taper thread cutting cycle)
G92 X(U) _ Z(W) _ R_ I_ J_ K_ L ; (Metric taper thread cutting cycle)
Command function: Tool infeeds in radial(X) direction and cuts in axial(Z or X, Z)
direction from starting point of cutting to realize straight thread, taper thread cutting cycle
with constant thread pitch. Thread run-out in G92: at the fixed distance from end
point of thread cutting, Z executes thread interpolation and X retracts with
exponential or linear acceleration, and X retracts at rapidly traverse speed after