TOMATECH AUTOMATION
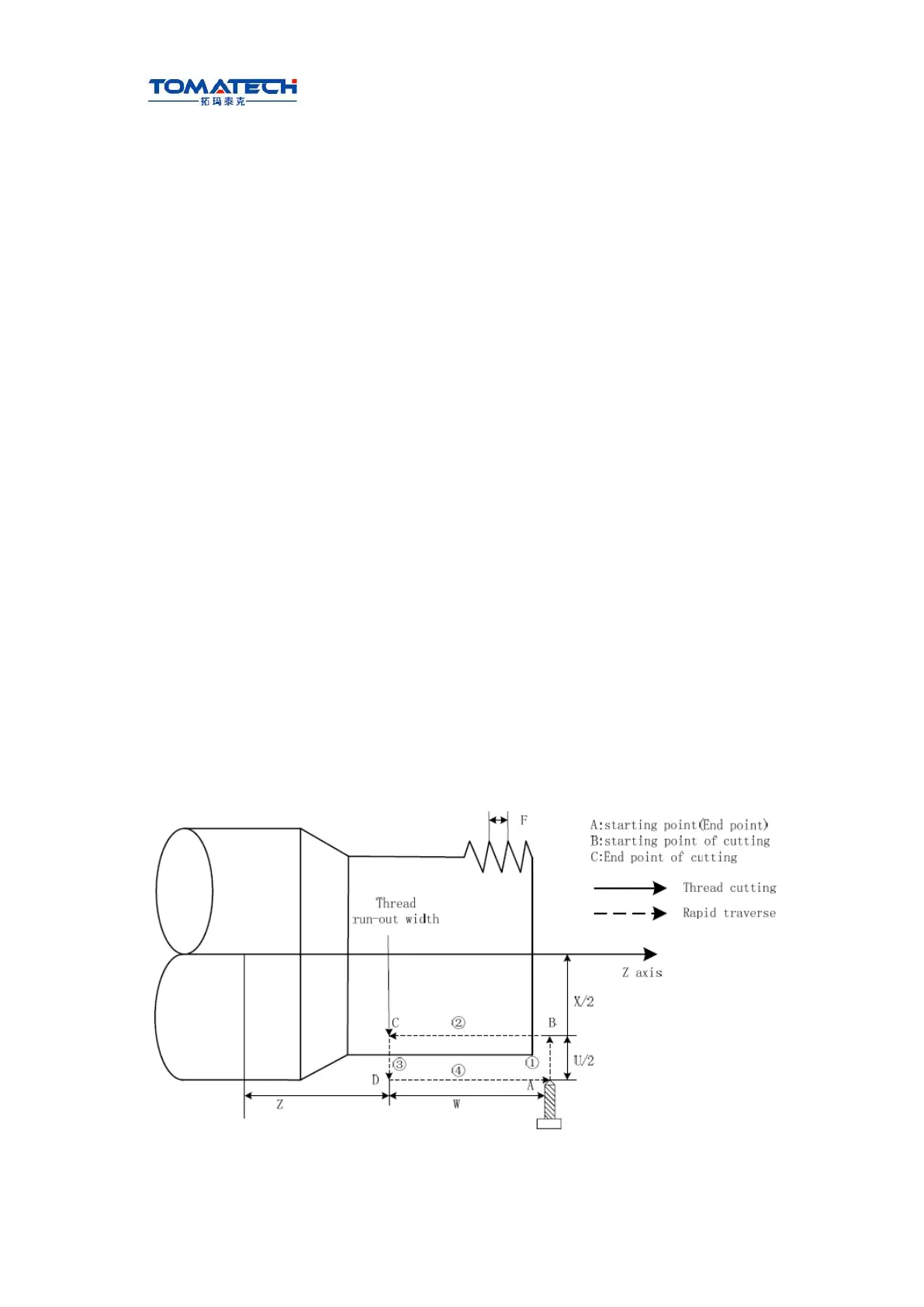
Z reaches to end point of cutting as Fig. 3-44.
Command specifications:
G92 is modal;
Starting point of cutting: starting position of thread interpolation;
End point of cutting: end position of thread interpolation;
X: X absolute coordinate of end point of cutting, unit: mm;
U: different value of X absolute coordinate from end point to starting point of cutting, unit:
mm;
Z: Z absolute coordinate of end point of cutting, unit: mm;
W: Different value of X absolute coordinate from end point to starting point of cutting, unit:
mm;
R: Different value(radius value) of X absolute coordinate from end point to starting point of
cutting.When the sign of R is not the same that of U, R│≤│U/2│, unit: mm;
F: Thread lead, its range: 0< F ≤500 mm. After F value is executed, it is reserved and
can be omitted;
I: Thread teeth per inch, its range: 0.06tooth/inch~25400tooth/inch , it is reserved and it
can be omitted not to input after I specified value is executed;
J: Movement in the short axis in thread run-out, its range 0~99999999× least input
increment , unit: mm/inch, without direction ( automatically define its direction according to
starting position of program), and it is modal parameter. If the short axis is X, its value is
specified by radius;
K: Movement in the long axis in thread run-out, its range: 0~99999999× least input
increment ,
unit: mm/inch, without direction ( automatically define its direction according to starting
position of program), and it is modal parameter. If the long axis is X, its value is specified
by radius;
L: Multi threads: 1~99 and it is modal parameter. (The system defaults it is single thread
when L is omitted).
Fig. 3-44