TOMATECH AUTOMATION
level (machine manufacturer) when editing O9000~O9999, and macro programs calling
commands
are executed to call with 3~5 operation level. M9000~M9999 are invalid in MDI mode.
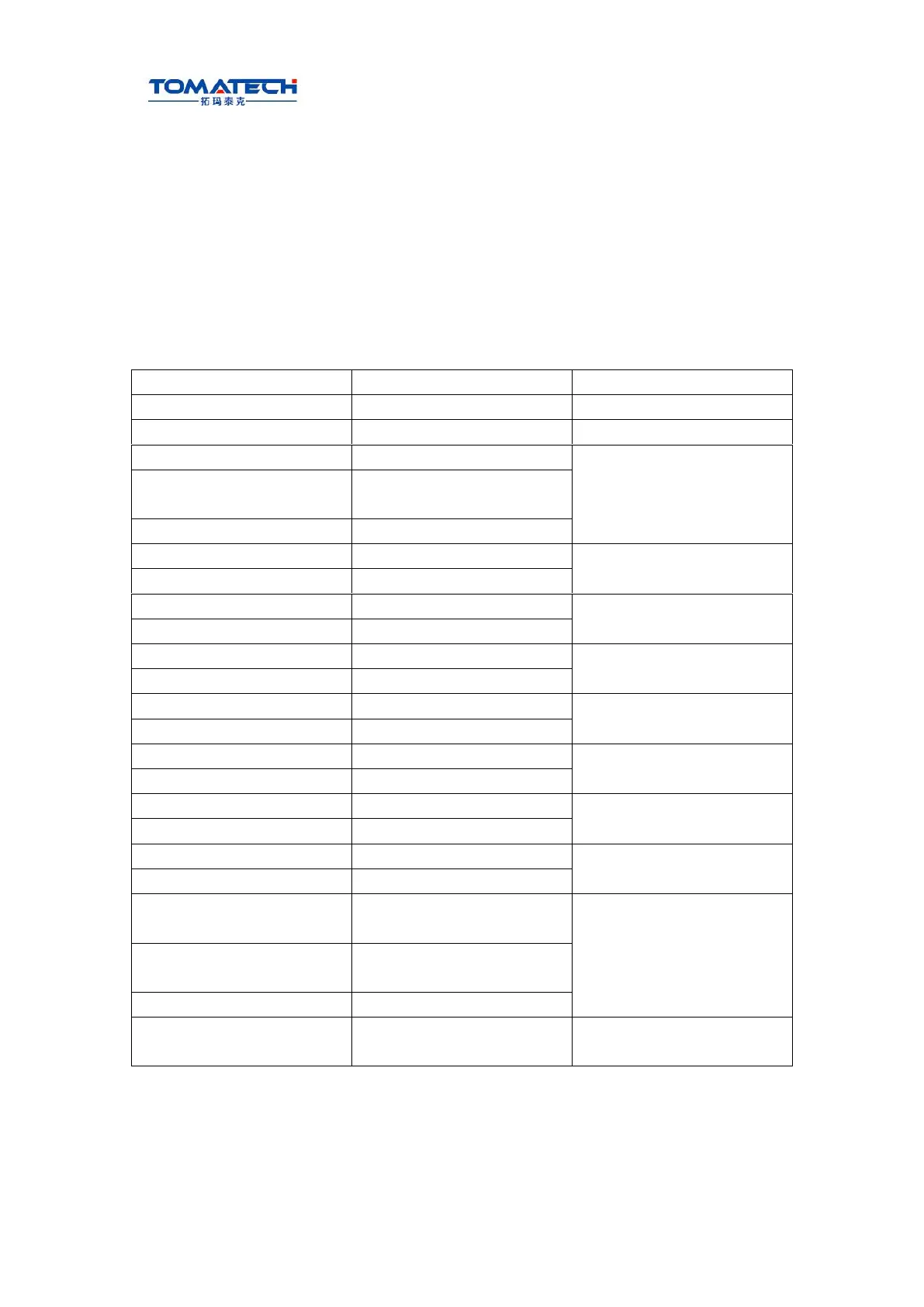
M commands defined by standard PLC ladder diagram
Other M commands are defined by PLC except for the above-mentioned ones(M02, M30,
M98, M99, M9000~M9999). The following M commands are defined by standard PLC,
andTAC-1002T Turning Machine CNC system is used for controlling machine tool. Refer
to commands of machine manufacturer about functions, significations, control time
sequence and logic of M commands.
M commands defined by standard PLC ladder diagram.
Functions interlocked
and states reserved
Functions interlocked
and states reserved
Functions interlocked
and states reserved
Functions interlocked
and states reserved
Functions interlocked
and states reserved
Functions interlocked
and states reserved
Functions interlocked
and states reserved
Functions interlocked
and states reserved
The 2nd spindle rotation
CCW
Functions interlocked
and states reserved
The 2nd spindle rotation
CW
Spindle automatic gear
shifting
Functions interlocked
and states reserved
Ⅰ Programming
Table 2-2 M commands
Note: Commands with “*” defined by standard PLC is valid when power on.
Program stop M00
Command format: M00 or M0