TOMATECH AUTOMATION
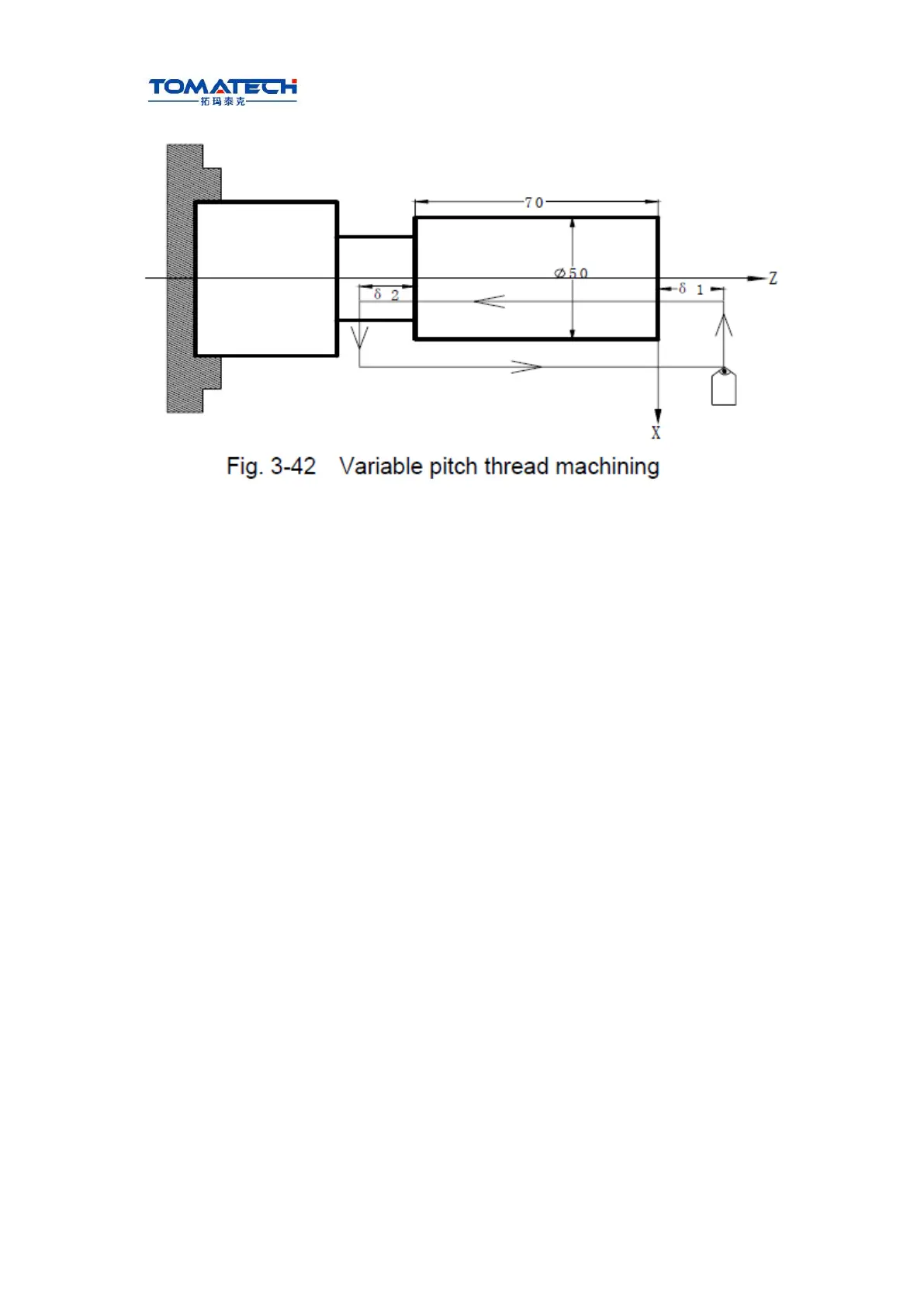
Use macro variables to simplify programming when G34 is used many times. δ1 =
4mm,δ2 =4mm, total cutting depth 4mm, total cutting cycle 15 times; first tool infeed
0.8mm, gradual decreasing cutting every time 0.2mm, min. infeed 0.2mm.
Program:O0010;
G00 X60 Z4 M03 S500;
G65 H01 P#102 Q800;
G65 H01 P#103 Q0;
N10 G65 H02 P#104 Q#103 R1;
G65 H01 P#103 Q#104;
G65 H81 P30 Q#104 R15;
G00 U-10;
G65 H01 P#100 Q#102;
G00 U-#100;
G34 W-78 F3.8 J5 K2 R0.2;
G00 U10;
Z4;
G65 H03 P#101 Q#100 R200;
G65 H01 P#102 Q#101;
G65 H86 P20 Q#102 R200;
G65 H80 P10;
N20 G65 H01 P#102 R200;
G65 H80 P10;
N30 M30;
First tool infeed: assignment #102=0.8mm
Cycle count: assignment #103=0
Cycle count starting: #104=#103+1
#103=#104
Total cutting cycle times: #104=15,jump to block N30
Tool infeed to Ф50