TOMATECH AUTOMATION
Block
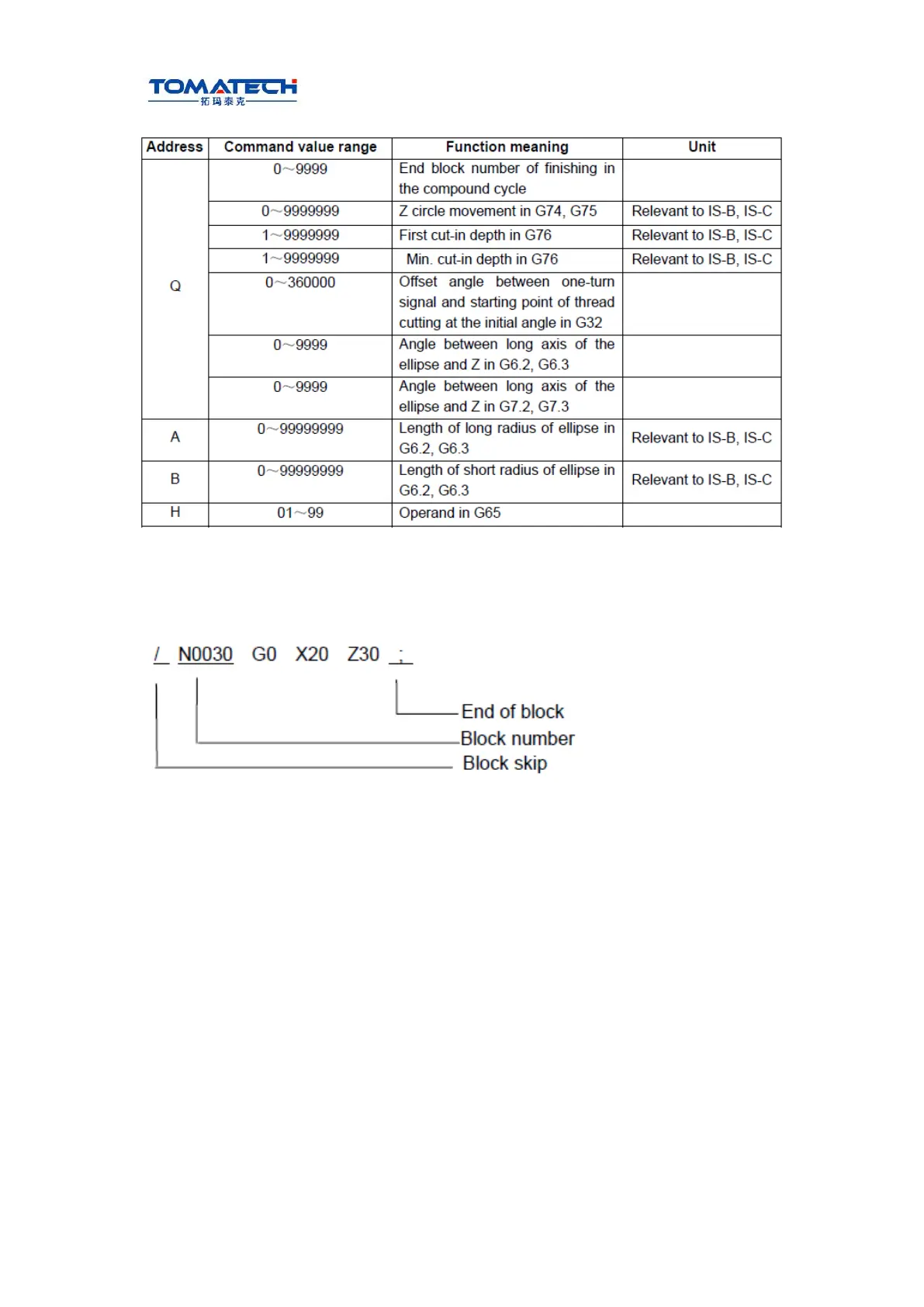
A block which is basic unit of CNC program consists of a sequence of words, ending with
“;” or“*” . There is the character “;” or “*” between blocks. “;” is used to separate blocks in
the manual as follows:
One block may be with a number of words or only with “; ”ending character(EOB) instead
of words. There must be one or more blank space between many words.
There is only one for other addresses except for N, G, S, T, H, L in one block, otherwise
the system alarms. The last word in the same address is valid when there are more N, G,
S, T, H, L in the same block. The last G code is valid when there are more G codes which
are in the same group inone block.
Block number
A block number consists of an address N and its following 4-digit: N0000~N9999, and the
leading zero can be omitted. The block number must be at the beginning of block,
otherwise the block is invalid.
The block number can be omitted, but there must be the block number when the program
calls/skips the target block. The increment of block number is at will and it better to
increase or decrease the sequence of block number in order to conveniently search and
analyze programs.When “Automatic number” in the switch window is set to “ON”, block
numbers will be automatically created incrementally and their increment is defined by
No.42.
Ⅰ Programming