Section 04 ENGINE (2-STROKE)
Subsection 04 (TOP END)
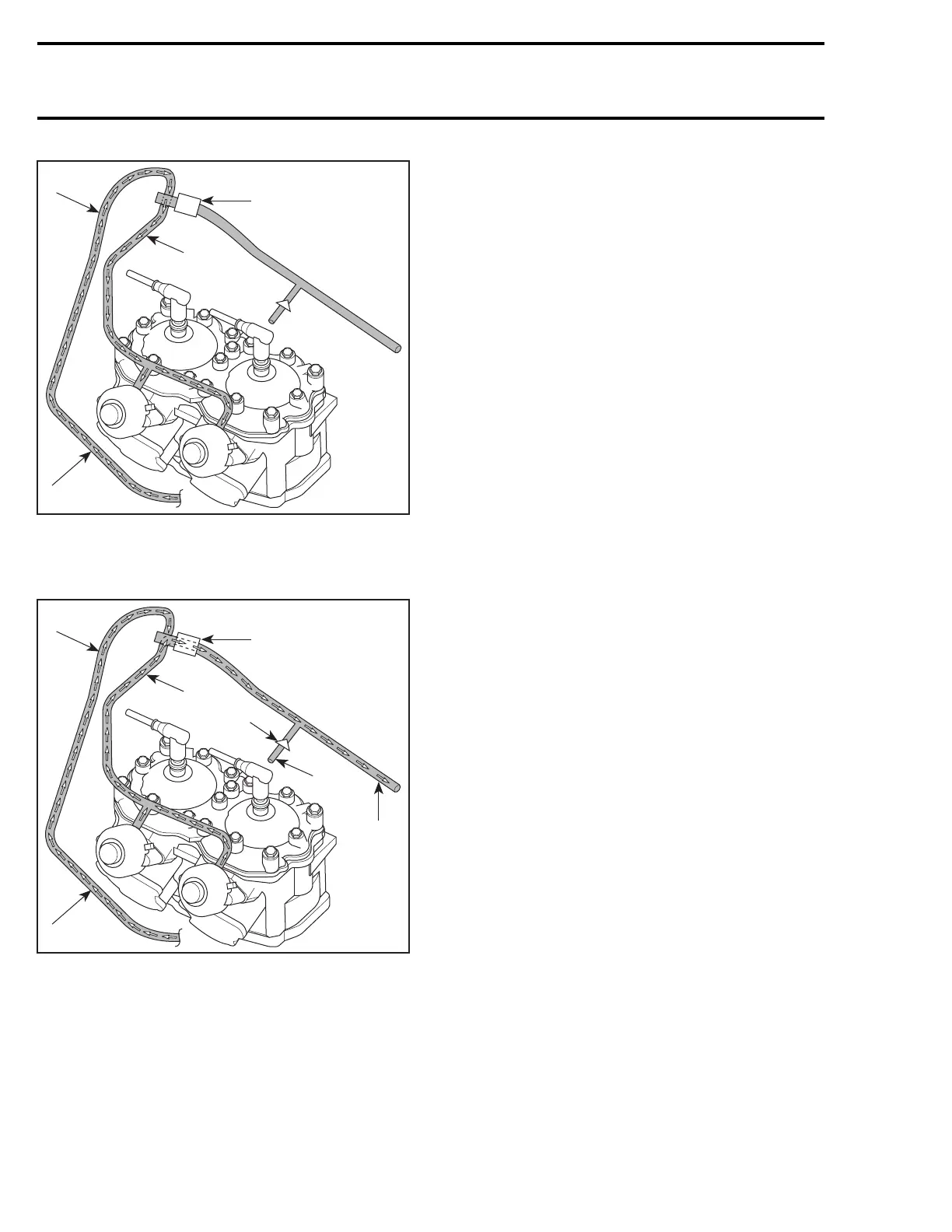
3
2
1
F12D04A
4
RAVE VALVE OPENED
1. Pressure from air compressor
2. Solenoid activated
3. Pressure to solenoid
4. Pressure to RAVE valves
3
2
1
F12D05A
4
5
6
7
RAVE VALVE CLOSED
1. Pressure from air compressor
2. Solenoid deactivated
3. Pressure to solenoid
4. Pressure to RAVE valves blocked by the solenoid
5. Vent to air intake silencer
6. Check valve
7. Counterbalancing shaft oil cavity vent
MAINTENANCE
There are no wear parts anywhere in the system
and there are no adjustments to be periodical-
ly checked. The only possible maintenance re-
quired would be cleaning of carbon deposits from
the guillotine slide. Cleaning intervals would de-
pend upon the user's riding style and the quality
of the oil used. We suggest annual cleaning of
the valve. If a customer uses a lower than recom-
mended quality oil, more frequent cleaning may
be required.
No special solvents or cleaners are required when
cleaning the valve.
BORING PRECAUTION
In its stock configuration the RAVE valve guillo-
tine has a minimum of 0.5 mm (.020 in) clearance
to the cylinder bore measured at the center line
of the cylinder. This is the minimum production
clearance.
There is only a first oversize piston available for
the 787 RFI and 947 DI engines. That piston is
0.25 mm (.010 in) larger in diameter than the stock
piston. When the oversize is installed, the guillo-
tine will have a minimum clearance of 0.375 mm
(.015 in) with the cylinder bore. This is the mini-
mum operating clearance the guillotine should be
used with. Clearance less than 0.375 mm (.015 in)
will require reworking of the guillotine to achieve
the proper clearance and radius.
DISASSEMBLY
RAVE Valve
787 RFI Engines
Loosen Allen screws no. 26 each side of RAVE
valve.
104 smr2004-Complete Line Up

 Loading...
Loading...





