TOMATECH AUTOMATION
9999999(IS_B)/0<Δk≤ 99999999(IS_C)(unit: least input increment, without sign
symbol)..
R(Δd):Axial (Z) tool retraction clearance after cutting to end point of radial cutting, its
range:0~99999999×least input increment(unit: mm/inch, without sign symbol).
The system defaults the tool retraction clearance is 0 after the radial cutting end point is
completed when R(Δd) is omitted.
The system defaults it executes the positive tool retraction when Z(W) and Q(Δk) are
omitted.
P
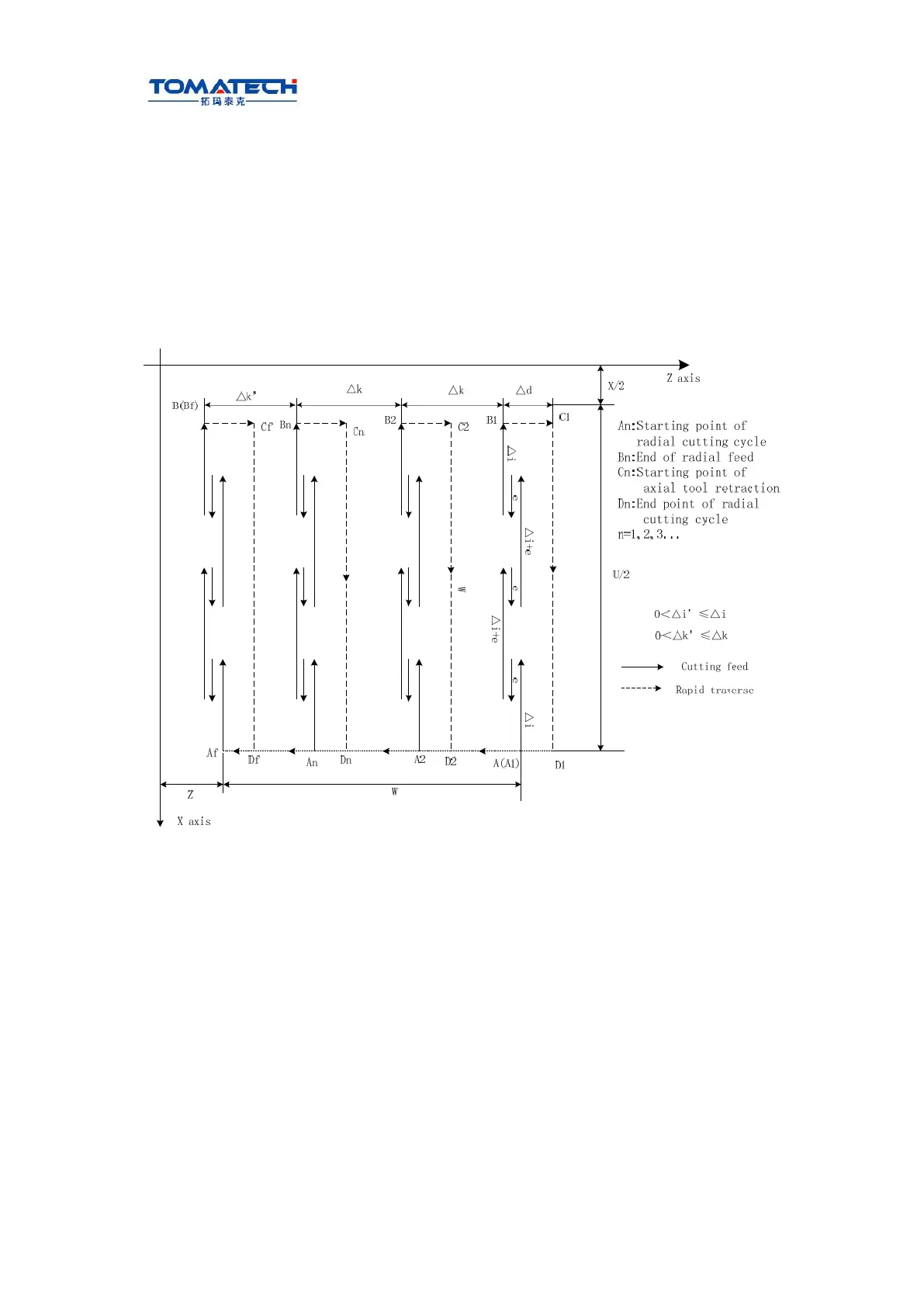
r Fig. 3-36 G75 path
Execution process: (Fig. 3-36)
① Radial (X) cutting feed △i from the starting point of radial cutting cycle, feed in X
negative direction when the coordinates of cutting end point is less than that of
starting point in X direction, otherwise, feed in X positive direction;
② Radial(X) rapid tool retraction e and its direction is opposite to the feed direction of ①;
③ X executes the cutting feed (Δk+e) again, the end point of cutting feed is still in it
between starting point An of radial cutting cycle and end point of radial tool infeed, X
executes the cutting feed (Δi+e) again and executes ②; after X cutting feed (Δi+e) is
executed again, the end point of X cutting feed is on Bn or is not on it between An and
Bn cutting feed to Bn and then execute○4 ;
④ Axial(Z) rapid tool retraction △d to Cn , when Z coordinate of Bf (cutting end point) is
less than that of A (starting point), retract tool in Z positive, otherwise, retract tool in Z
negative direction;
⑤ Radial (Z) rapid retract tool to Dn, No. n radial cutting cycle is completed. The current