TOMATECH AUTOMATION
Execute the end face thread cutting when X coordinates of starting point and end point
are the same one(not input Z or W);
Execute the cutting taper thread when X and Z coordinates of starting point and end point
are different;
Related definitions:
F: Metric pitch is moving distance of long axis when the spindle rotates one rev: 0.001
mm~500mm. After F is executed, it is valid until F with specified pitch is executed again.
I: Teeth per inch. It is ones per inch(25.4 mm) in long axis, and also is circles of spindle
rotation when the long axis traverses one inch(25.4 mm) :0.06tooth/inch~
25400tooth/inch. After I is executed, it is valid until I with specified pitch is executed again.
The metric, inch input both express the teeth per inch thread.
J: Movement in the short axis in thread run-out, its range: ±99999999× least input
increment with negative sign; if the short axis is X, its value is specified with the radius; J
value is the modal parameter.
K: Length in the long axis in thread run-out, its range: ±99999999× least input increment.
If the long axis is X, its value is in radius without direction; K is modal parameter.
Q: Initial angle(offset angle)between spindle rotation one rev and starting point of thread
cutting: 0~360000 (unit: 0.001 degree). Q is non-modal parameter, must be defined
every time,otherwise it is 00.rogramming
Q rules:
1. Its initial angle is 0° if Q is not specified;
2. For continuous thread cutting, Q specified by its following thread cutting block except
for the first block is invalid, namely Q is omitted even if it is specified;
3. Multi threads formed by initial angle is not more than 65535;
4. Q unit : 0.0010 . Q180000 is input in program if it offsets 1800 with spindle one-turn; if
Q180 or Q180.0, it is 0.18°.
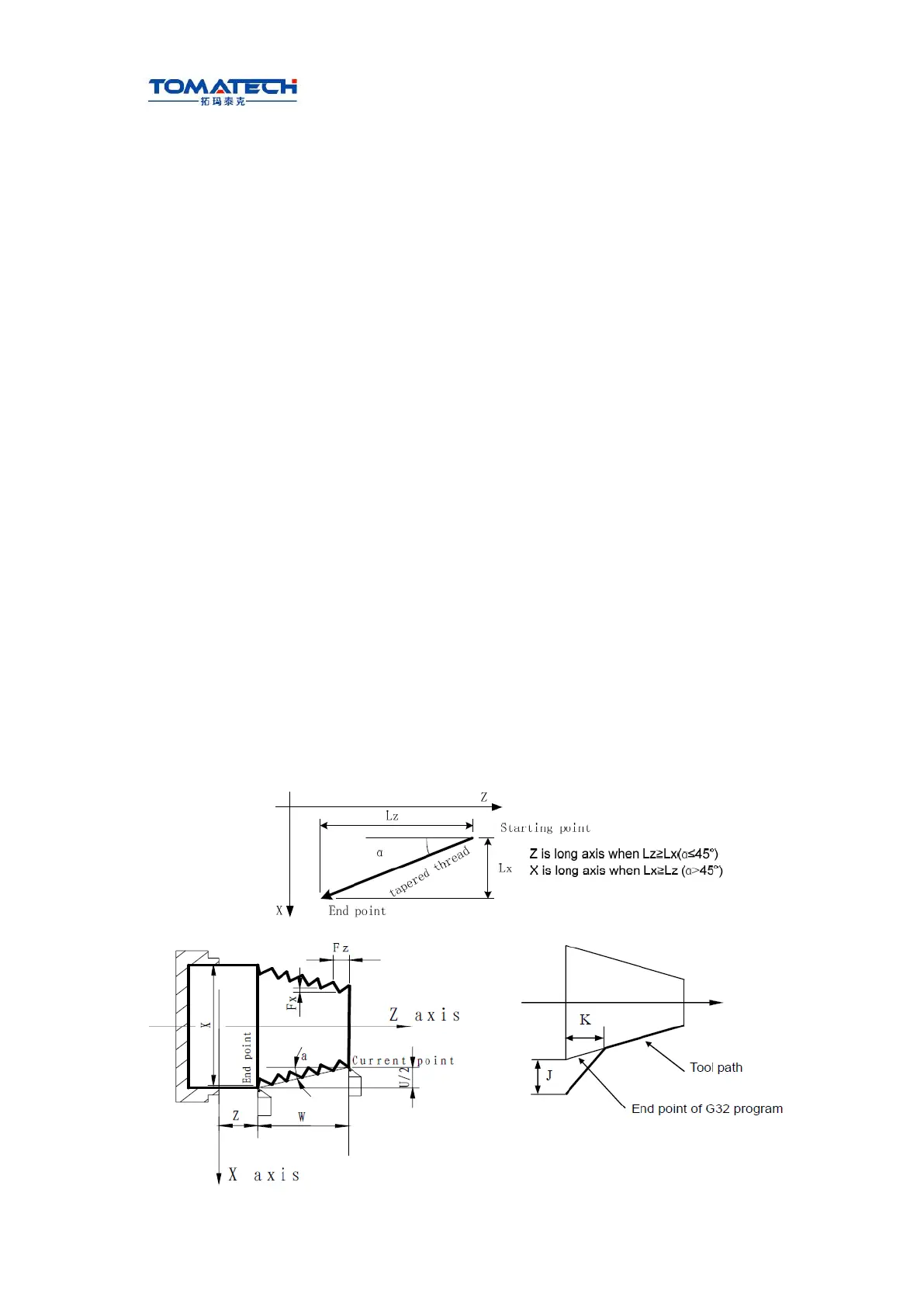
Difference between long axis and short axis is shown in Fig. 3-38.