TOMATECH AUTOMATION
Fig. 3-38 G32 path
Notes:
● J, K are modal. The thread run-out is previous J, K value when they are omitted in the
next block in continuous thread cutting. Their mode are cancelled when no thread cutting
are executed;
● There is no thread run-out when J, or J, K are omitted; K=J is the thread run-out value
when K is omitted;
● There is no thread run-out when J=0 or J=0, K=0;
● The thread run-out value J=K when J≠0,K=0;
● There is no thread run-out when J=0 or K≠0;
● If the current block is for thread and the next block is the same, the system does not
test the spindle encoder signal per rev at starting the next block to execute the direct
thread cutting,which function is called as continuous thread machining;
● After the feed hold is executed, the system displays “Pause” and the thread cutting
continuously executes not to stop until the current block is executed completely; if the
continuous thread cutting is executed, the program run pauses after thread cutting blocks
are executed completely;
● In Single block, the program stops run after the current block is executed. The program
stops running after all blocks for thread cutting are executed;
● The thread cutting decelerates to stop when the system resets, emergently stop or its
drive unit alarms.
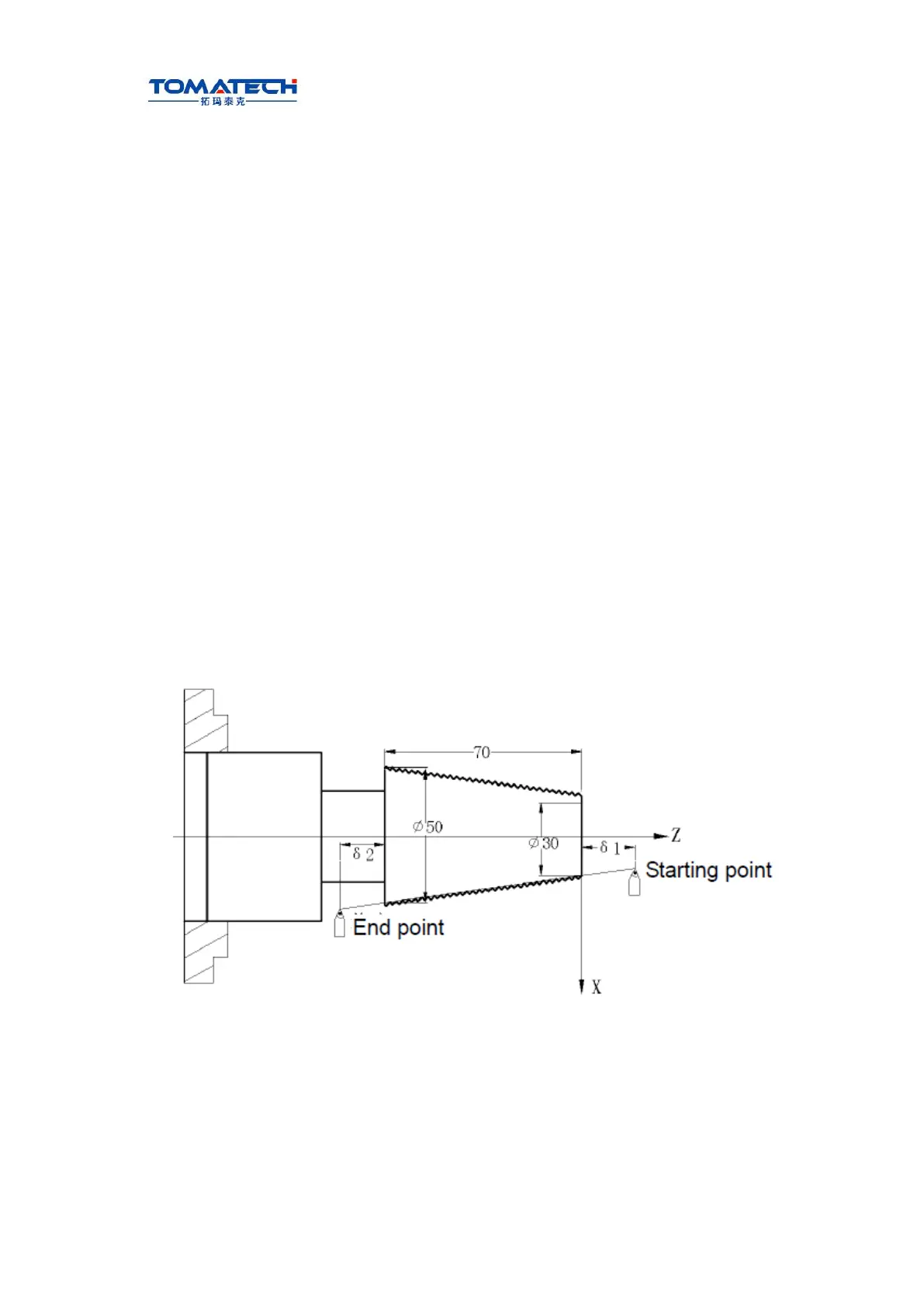
Example: Pitch: 2mm. δ1 = 3mm,δ2 = 2mm,total cutting depth 2mm divided into two
times cut-in.
Fig-3-39
Program:
O0009;
G00 X28 Z3; (First cut-in 1mm)
G32 X51 W-75 F2.0; (First taper cutting)
G00 X55; (Tool retraction)
W75; (Z returns to the starting point)
X27; (Second tool infeed 0.5mm)