TOMATECH AUTOMATION
P: Pause time (ms) when tapping to the hole bottom
F(I):Thread lead, F(I)> 0 right-hand tapping, F(I)< 0 left-hand tapping
K: Repetitive count of tapping. When the incremental programming is used to the tapping
hole position, the tapping is performed in the different hole position
M: Used to clamp the graduation spindle.
Rigid tapping method:
� M29 S_ before G84/G88 is specified below
M29 S_;
G84(G88) X_C_(Z_C_) Z_(X_) P_ F_ K_ M_;
� M29 S_ in the same block is commanded below
G84(G88) X_C_(Z_C_) Z_(X_) R_ P_ F_ K_ M29 S_;
Notes :
1) For the above 2nd method, the machine zero return is executed before the spindle executes the
tapping, otherwise, the method cannot be used. In M29, CNC cannot select a spindle to execute
the tapping. The rigid tapping needs to be clamped when the spindle positioning is completed,
the method also cannot be used because M codes cannot be in the same block;
2) The axis movement command cannot be use between M29 and G84/G88;
3) M29 cannot be specified repetitively in rigid tapping;
4) In multiple spindle rigiding tapping, a spindle used to the rigid tapping must be selected before
M29, and it cannot be switched before the rigid tapping state is cancelled;
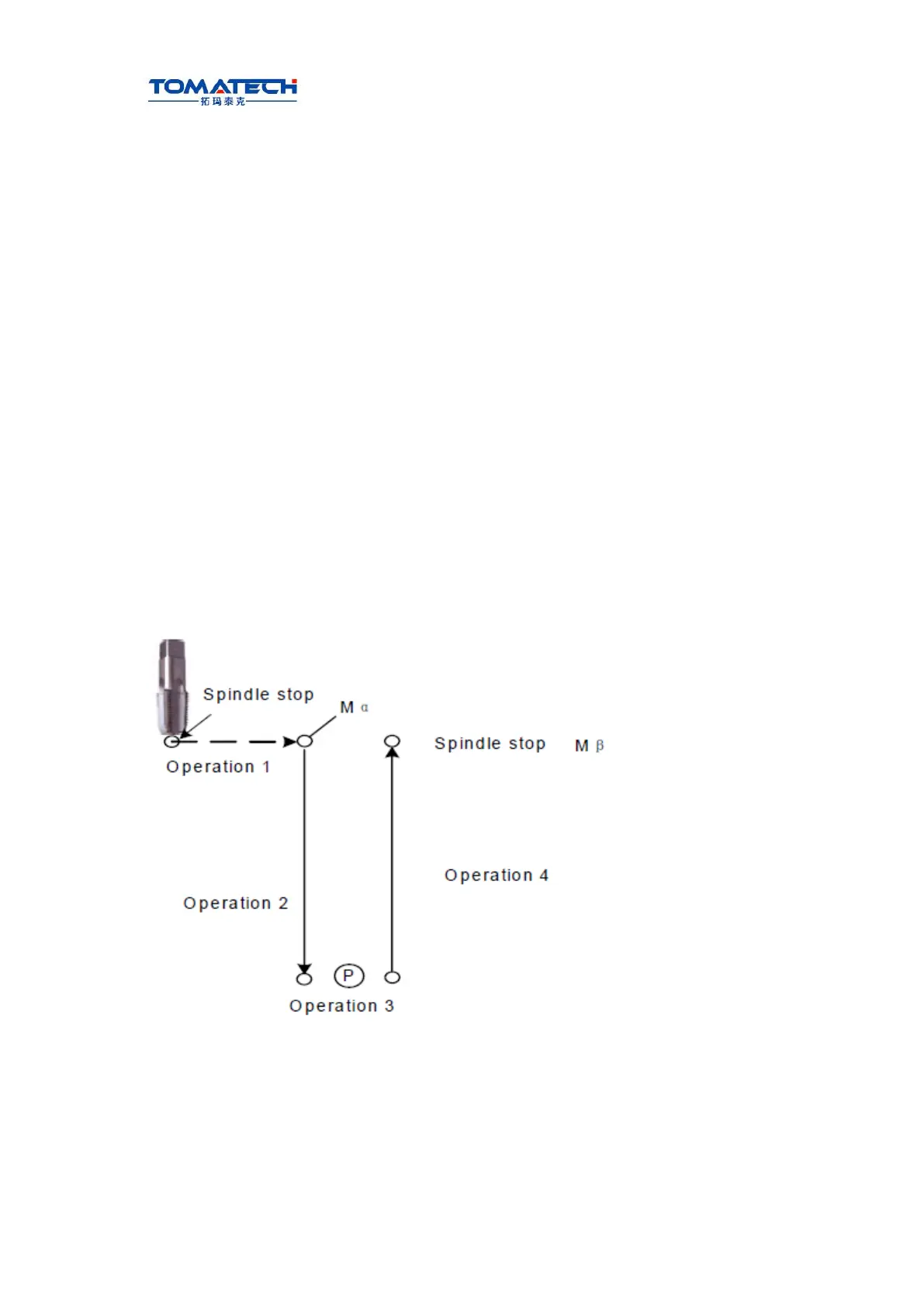
Operations is shown below:
Execution
explanations:
� Operation 1:positioning to the hole position(starting point of rigid tapping);
� Before starting operation 2, the system outputs Mα when it has M code used to clamp
the spindle;
� Operation 2:start the rigid tapping;
� Operation 3:pause time P in rigid tapping in hole bottom;
� Operation 4:the rigid tapping returns to the hole bottom(starting point of rigid tapping;