TOMATECH AUTOMATION
G28 is non-modal.
X, Z, Y: absolute coordinates of middle point;
U, W, V: Z absolute coordinates of middle point;ing
W: Difference value of absolute coordinates between middle point and starting point in Z
direction. Omit all or one of X(U), Z(W) as follows:
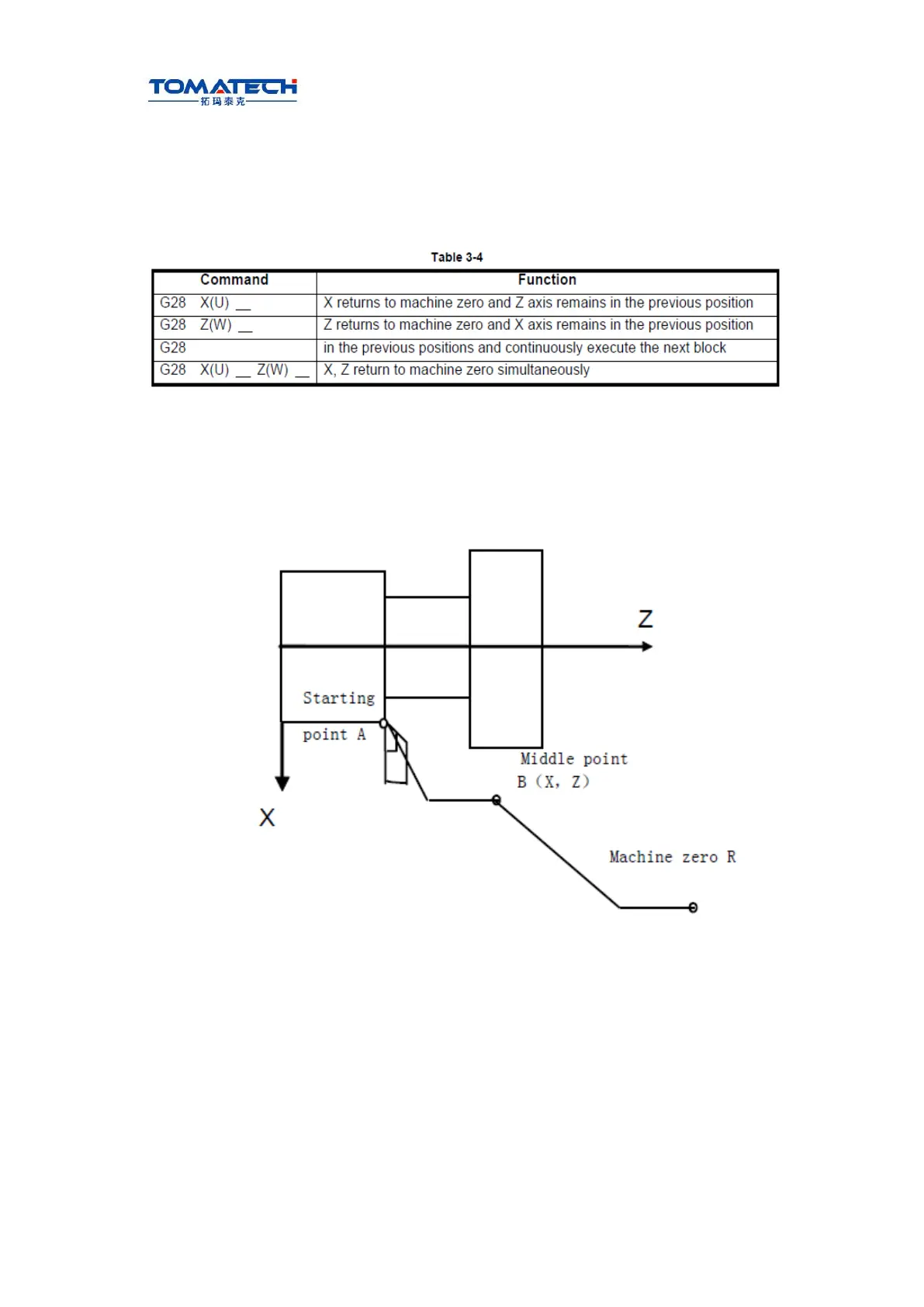
Running path(as Fig. 3-12) :
(1) Rapid traverse to middle point of specified axis from current position(A point→B
point) ;
(2) Rapid traverse to reference point from the middle point(B point→R point) ;
(3) If the machine is not locked, LED is ON when the machine reference point return is
completed.
Fig.3-12
Note 1: Do not execute G28 and machine zero return without the zero switch on the machine.
Note 2: Machine zero returns in Jog mode and in G28 are the same and their deceleration signals
and the signal every rotation must be detected;
Note 3: X and Z move at the respectively rapid traverse speed from A to B and from B to R, and so
the path is not always a straight line;
Note 4: The system cancels the tool length compensation after executing G28 to perform the
machine zero return;
3.13.2 Machine 2nd, 3rd, 4th reference point G30
Machine zero is fixed point in the machine tool, decided by the zero switch and zero return
switch installed on the machine tool.