TOMATECH AUTOMATION
Programming
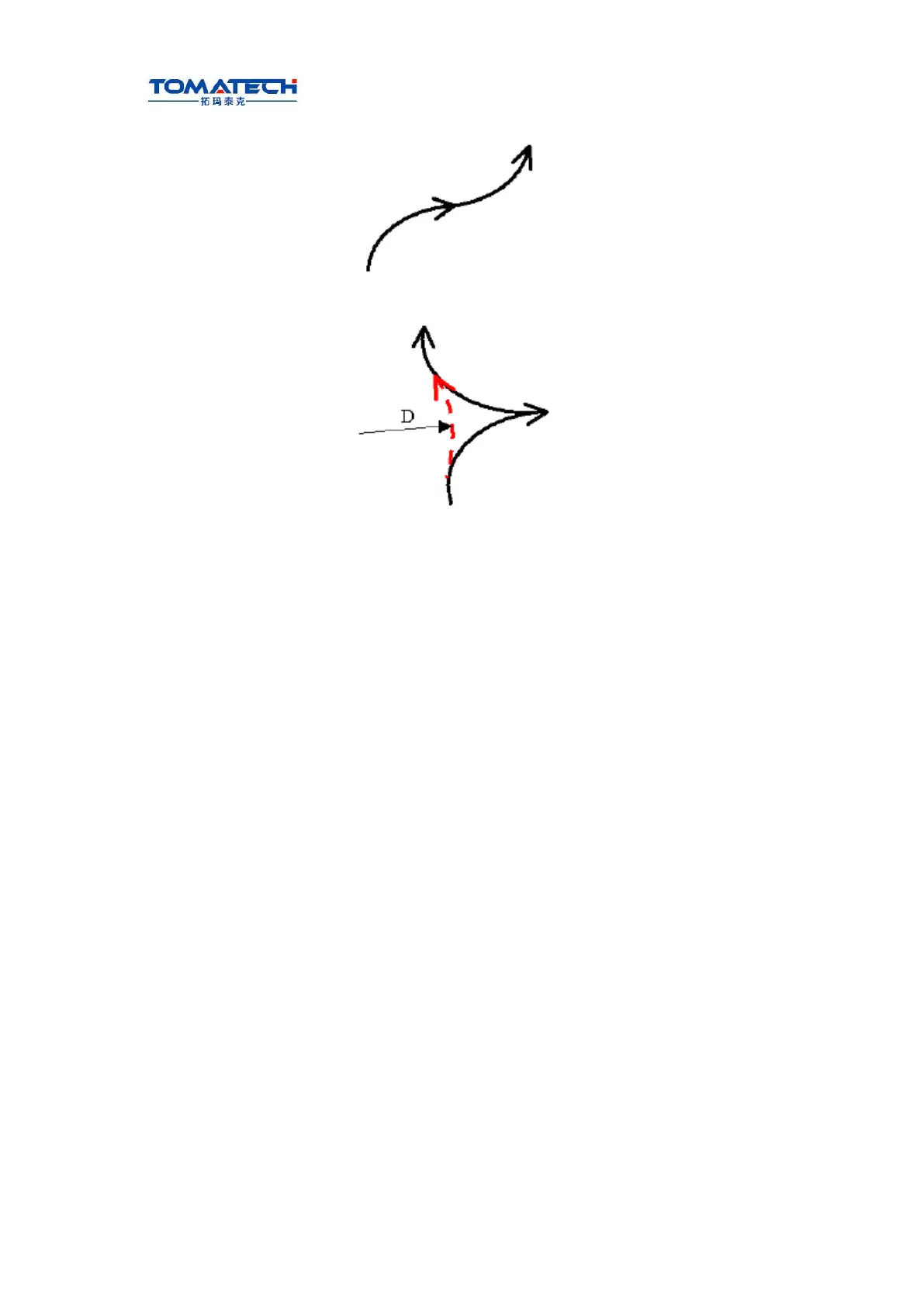
The circular chamfering function is valid when the circular tangency is as follows:
3.12 Dwell G04
Command format: G04 P__ ; or
G04 X__ ; or
G04 U__ ; or
G04;
Command function: each axis stops the motion, the modal of G commands and the
reserved data, state are not changed, and execute the next block after dwelling the
defined time.
Command specification: G04 is non-modal.
G04 dwell time is defined by the word P__, X__ or U__.
Range of -99999999~99999999 (unit: ms).
X, U range is -99999999~99999999 x least input unit (unit: s)
Notes:
� The exact stop is executed between the blocks when P, X, U are not input.
� The system exactly stop a block when P, X, U are not input or P, X , U specify negative
values.
� P is valid when P, X, U are in the same block; X is valid when X, U are in the same
block.
� When the system executes the feed hold in G04, dwell can be executed after the
Current delay time.
3.13 Machine Zero Function
3.13.1 Machine 1st reference point G28
Command format: G28 X(U) Z(W) ;
Command function: the tool rapid traverses to the middle point defined by X(U), Z(W)
from starting point and then return to the machine zero.
Command specifications: