TOMATECH AUTOMATION
3.14 Skip Interpolation G31
Command format: G31 X(U)_ Z(W)_ F_;
Command function: in executing the command, when the outside skip signal (X3.5) is
input, the system stops the command to execute the next block. The function is used
to the dynamic measure (such as milling machine), toolsetting measure and so on of
workpiece measure.
Command explanations: non-modal G command (00 group);
Its address format is same that of G01;
Cancel the tool nose radius compensation before using it;
Feedrate should not be set to too big to get the precise stop position;
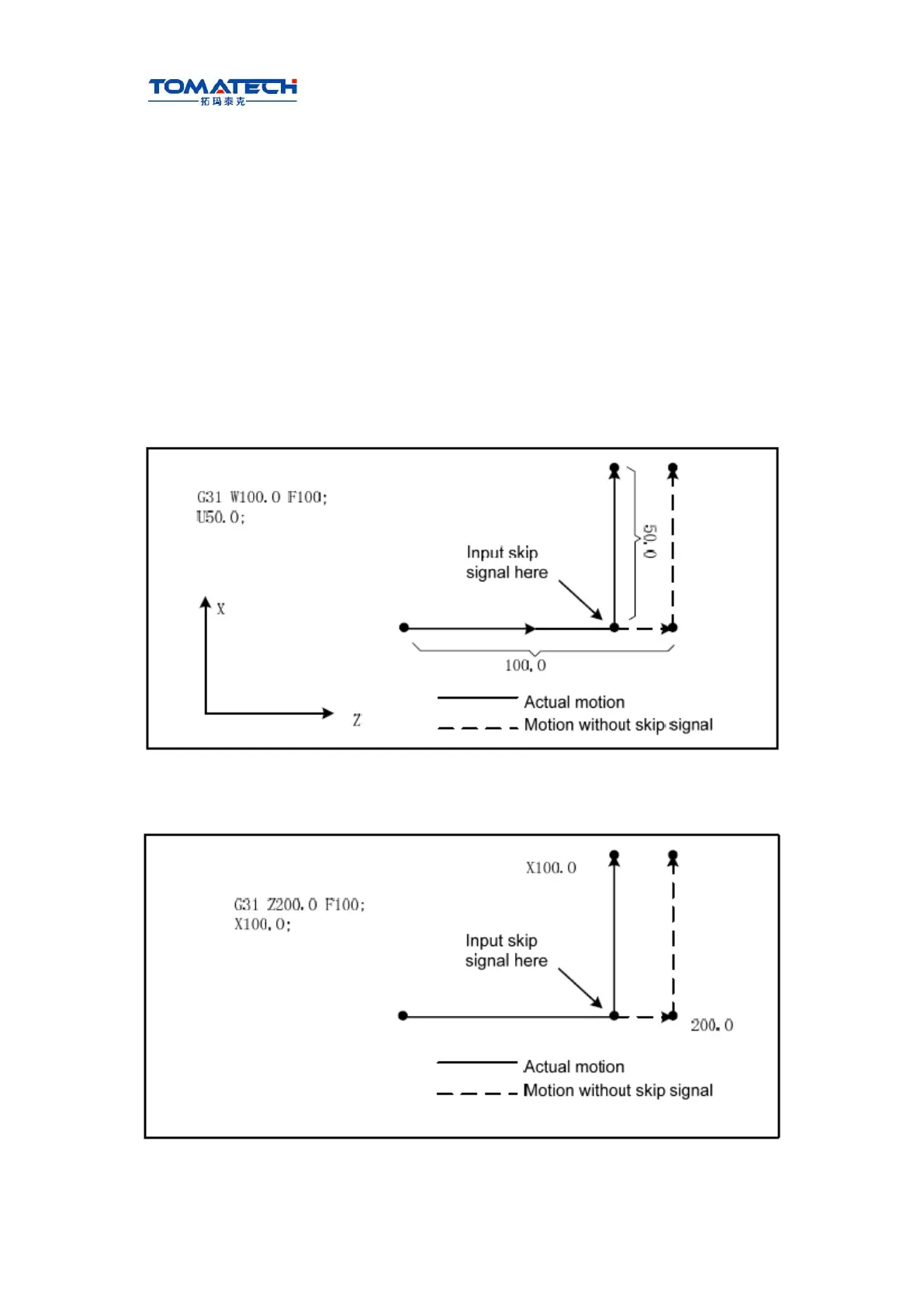
a. following block execution after skip:
1. The next block of G31 is the incremental coordinate programming shown in Fig. 3-13:
Fig. 3-13
2. The next block of G31 is the absolute coordinate programming of one axis as Fig. 3-14:
Fig. 3-14
3. The next block of G31 is the absolute coordinate programming of two axes shown in