TOMATECH AUTOMATION
system is created again (using G50).
Command specifications:
G50 is non-modal;
X: New absolute coordinates of current position in X direction;
U: Different value between the new absolute coordinates of current position in X direction
And the absolute coordinates before executing commands;
Z: New absolute coordinates of current position in Z direction;
W: Different value between the new absolute coordinates of current position in X direction
and the absolute coordinates before executing commands;
In G50, when X(U) or Z(W) are not input, the system does not change current coordinates
position as program zero; when X(U) and Z(W) are not input, the system takes the
previous setting position as program zero.
Example:
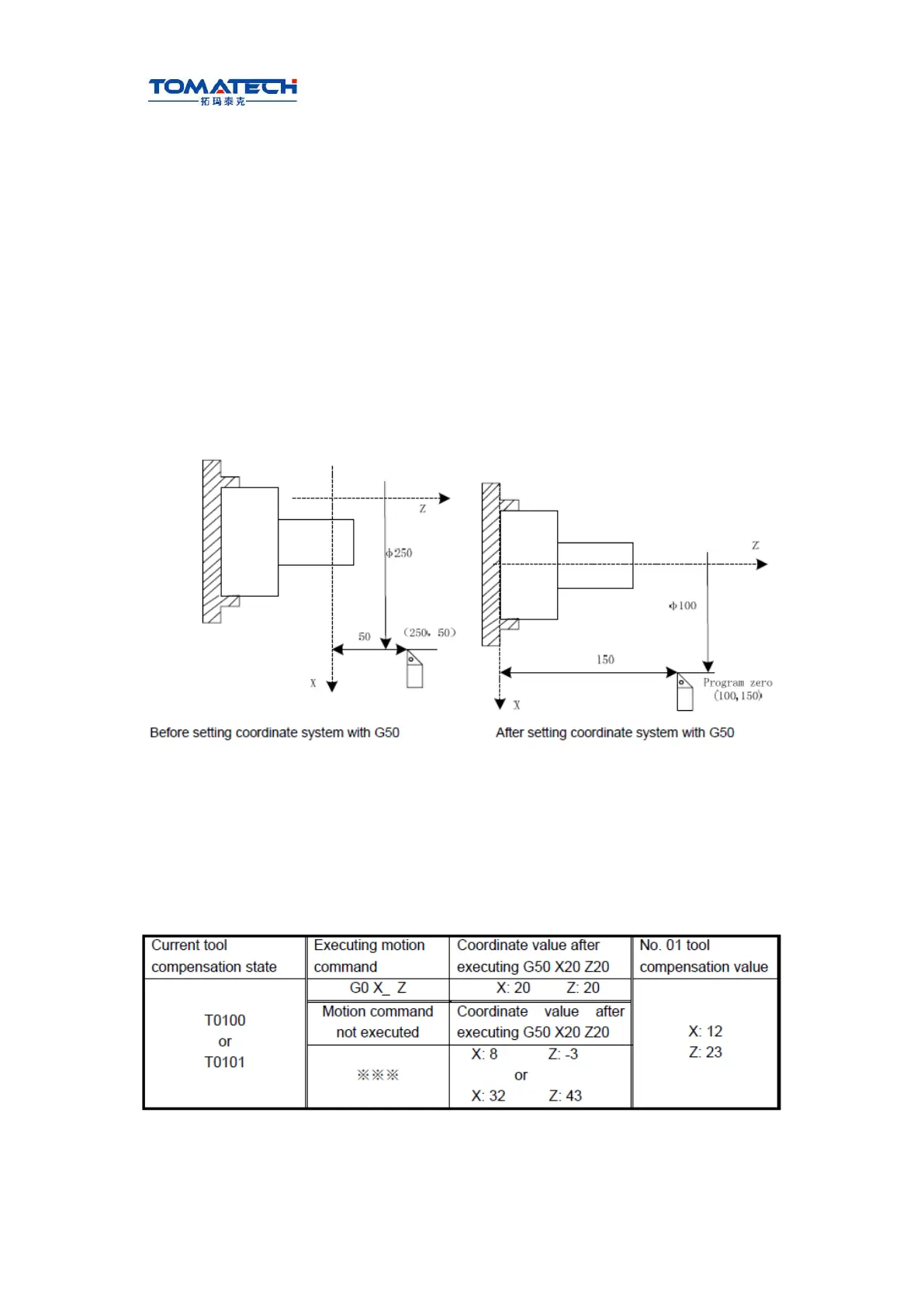
Ⅰ Programming Fig.3-16
As Fig.3-16, create the above-mentioned workpiece coordinate system and set (X100
Z150) to the reference point of program after executing “G50 X100 Z150”.
Note: When No.003 Bit4 is 1(executing tool compensation by coordinates offset), T function is
executed,motion command is not executed and the system creates workpiece coordinate system
with G50, the displayed coordinate value are ones which are defined by G50 adding or
subtracting tool compensation value which is not executed.