TOMATECH AUTOMATION
3.18 Workpiece Coordinate System G54~G59
Command format:
G54 workpiece coordinate system 1
G55 workpiece coordinate system 2
G56 workpiece coordinate system 3
G57 workpiece coordinate system 4
G58 workpiece coordinate system 5
G59 workpiece coordinate system 6
Command function: one of G54~G59 is specified, one of workpiece coordinate system
1~6 is selected. After a workpiece coordinate system is specified, the specified
point is in the specified workpiece coordinate system till a new workpiece
coordinate system is set.
Explanation: G54~G59 are modal.
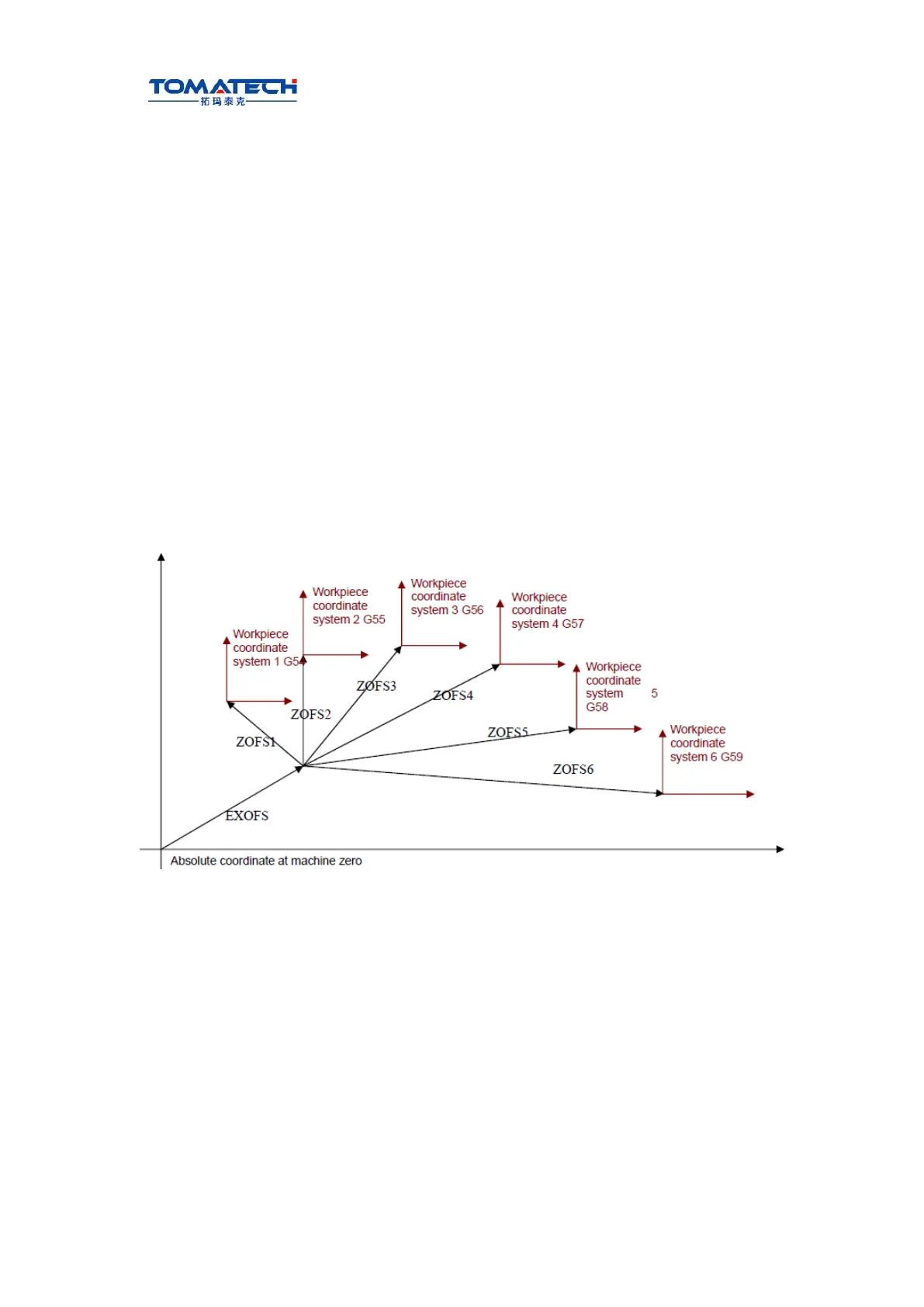
In the system, each coordinate system should correspond to ZOFS1~ ZOFS6 of zero
offset value of one workpiece coordinate system, relation between ZOFS1~ ZOFS6 and
previous workpiece is shown below:
Ⅰ Programming
When №11.7(APRS)is set to 1, an absolute coordinate system is set after machine zero
return,and then EXOFS and ZOFSn setting values are offset. Current workpiece
coordinate setting after zero return is shown: new workpiece coordinates=current absolute
coordinates-(ZOFSn + EXOFS).
G54~G59 workpiece coordinate system switch
Specifying G54~G59 can switch 6 workpiece coordinate systems to make the system
work in different workpiece systems. Absolute coordinate variation of current position is
the origin offset value between the new workpiece coordinate system and the old.
Namely:new absolute coordinates
=current absolute coordinates -(ZOFS new – ZOFS old)
Example:
Example 1: