TOMATECH AUTOMATION
S, T,F functions of M, S, T, F blocks are invalid in G71, and they are valid in G70 finishing
blocks.
Type I:
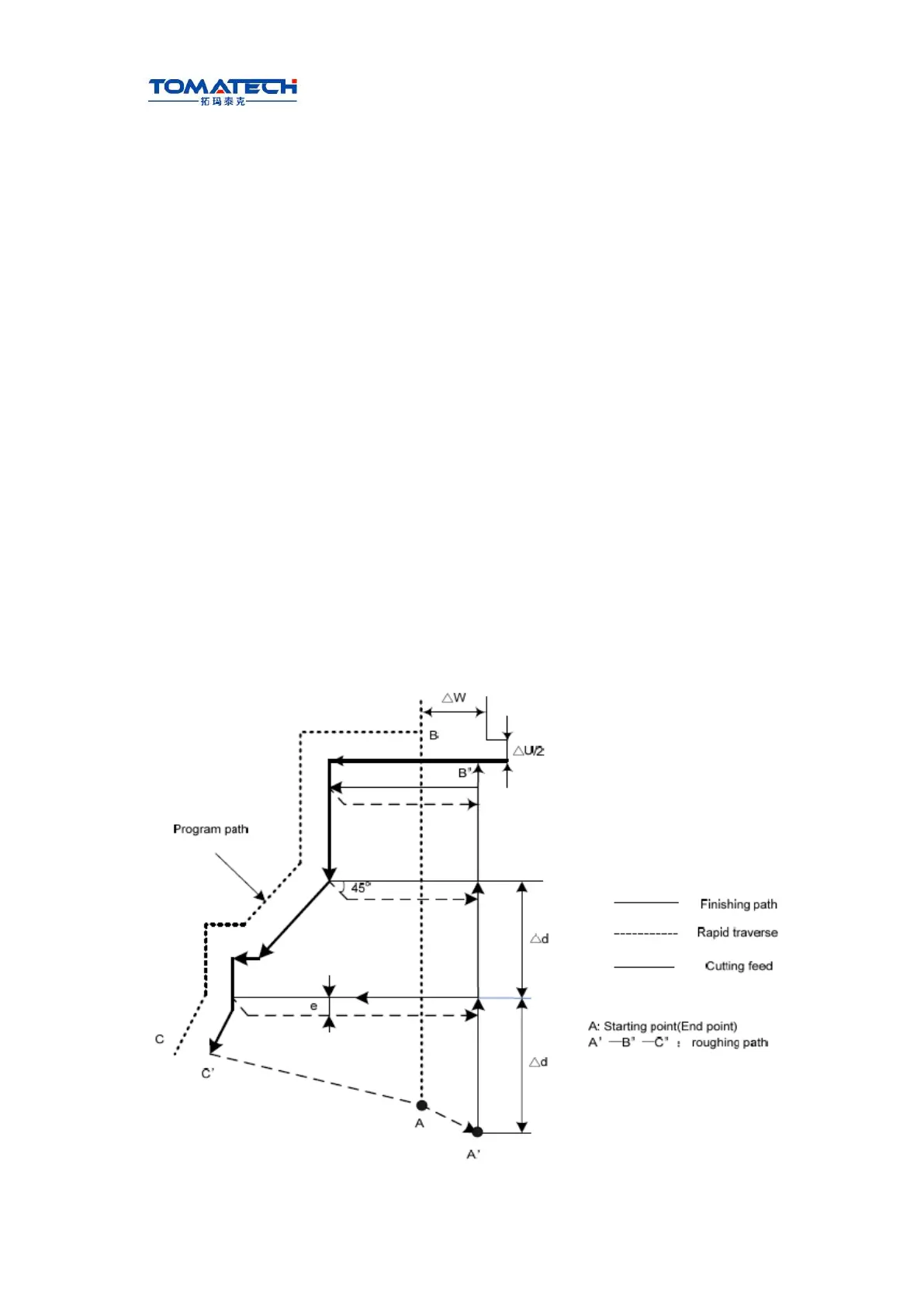
1)Execution process: (Fig. 3-25)
① X rapidly traverses to A’ from A point, X travel is Δu, and Z travel is Δw;
② X moves from A’ is Δd( tool infeed), ns block is for tool infeed at rapid traverse speed
with G0,is for tool infeed at feedrate F with G71, and its direction of tool infeed is that of
A→B point;
③ Z executes the cutting feeds to the roughing path, and its direction is the same that of
Z coordinate A→B point;
④ X, Z execute the tool retraction e (45° straight line) at feedrate, the directions of tool
retraction is opposite to that of too infeed;
⑤ Z rapidly retracts at rapid traverse speed to the position which is the same that of Z
coordinate;
⑥ After executing X tool infeed (Δd+e)again, the end point of traversing tool is still on the
middle point of straight line between A’ and B’(the tool does not reach or exceed B’), and
after executing the tool infeed (Δd+e)again, execute ③; after executing the tool infeed
(Δd+e)again, the end point of tool traversing reaches B’ point or exceeds the straight line
between A’→B’ point and X executes the tool infeed to B’ point, and then the next step is
executed;
⑦ Cutting feed from B’ to C’ point along the roughing path;
⑧ Rapid traverse to A from C’ point and the program jumps to the next clock following nf
block after G71 cycle is ended.
Fig. 3-25 G71 cycle path