TOMATECH AUTOMATION
2)Coordinate offset direction with finishing allowance:
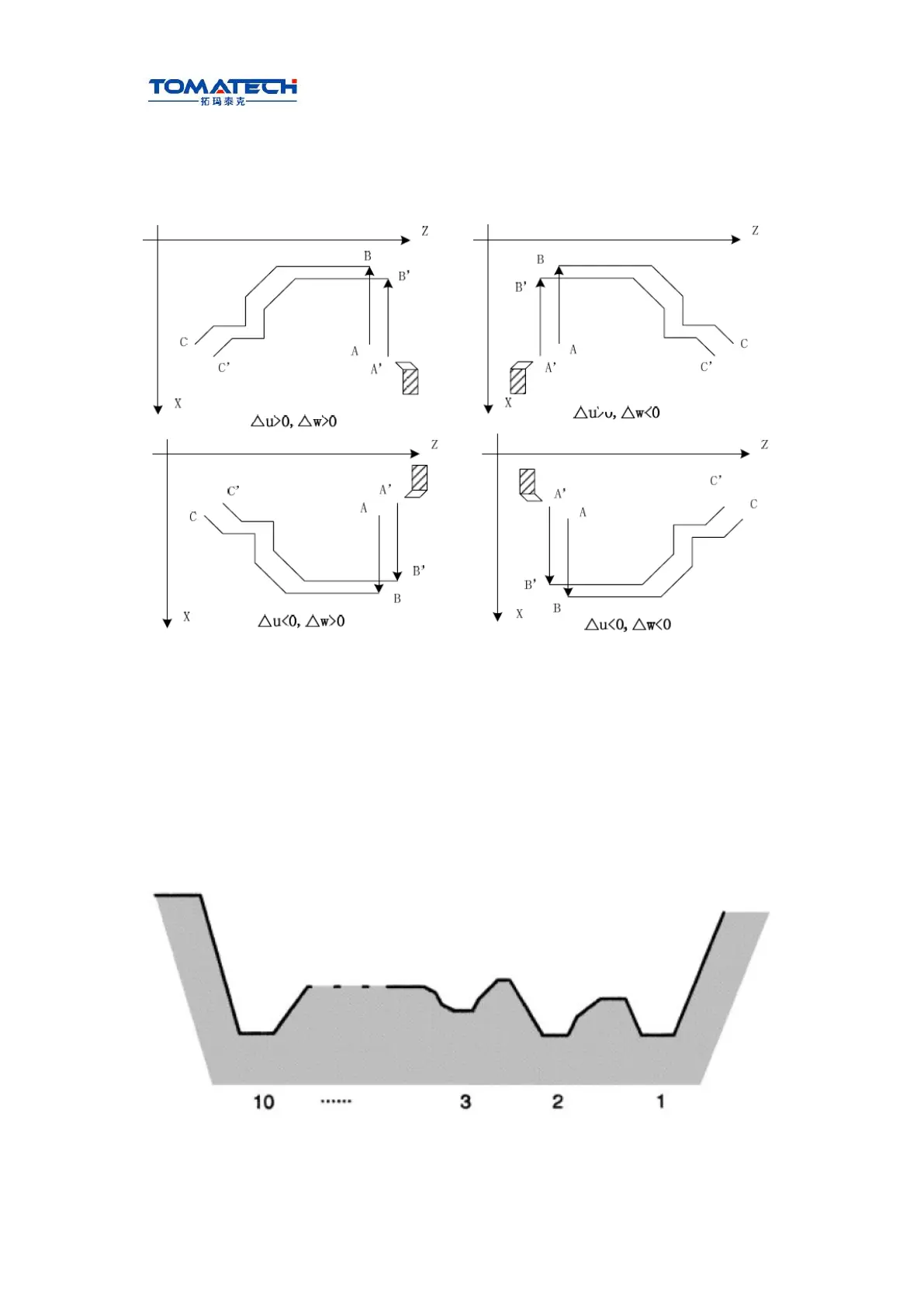
Δu, Δw define the coordinate offset and cut-in direction in finishing, and their sign symbol
are as follows Fig. 3-26: B→C for finishing path, B’→C’ for roughing path and A is the tool
start-up point.
Fig.3-26
Programming
Type II:
The type II is different from the type I as follows:
1)Relative definition: more one parameter than the type I .
J:When J is not input or J is not 1, the system does not execute the run along the
roughing contour; J=1: the system executes the run along the roughing contour.
2)The system does not execute the monotonous increasing or the monotonous
decreasing along X external contour, and the workpiece can be up to 10 grooves as
follows:
Fig. 3-26-1(type Ⅱ)
But, the Z external contour must be the monotonous increasing or the monotonous
decreasing, and the following contour cannot be machined: