Section 05 ENGINE (4-TEC)
Subsection 07 (CYLINDER HEAD AND VALVES)
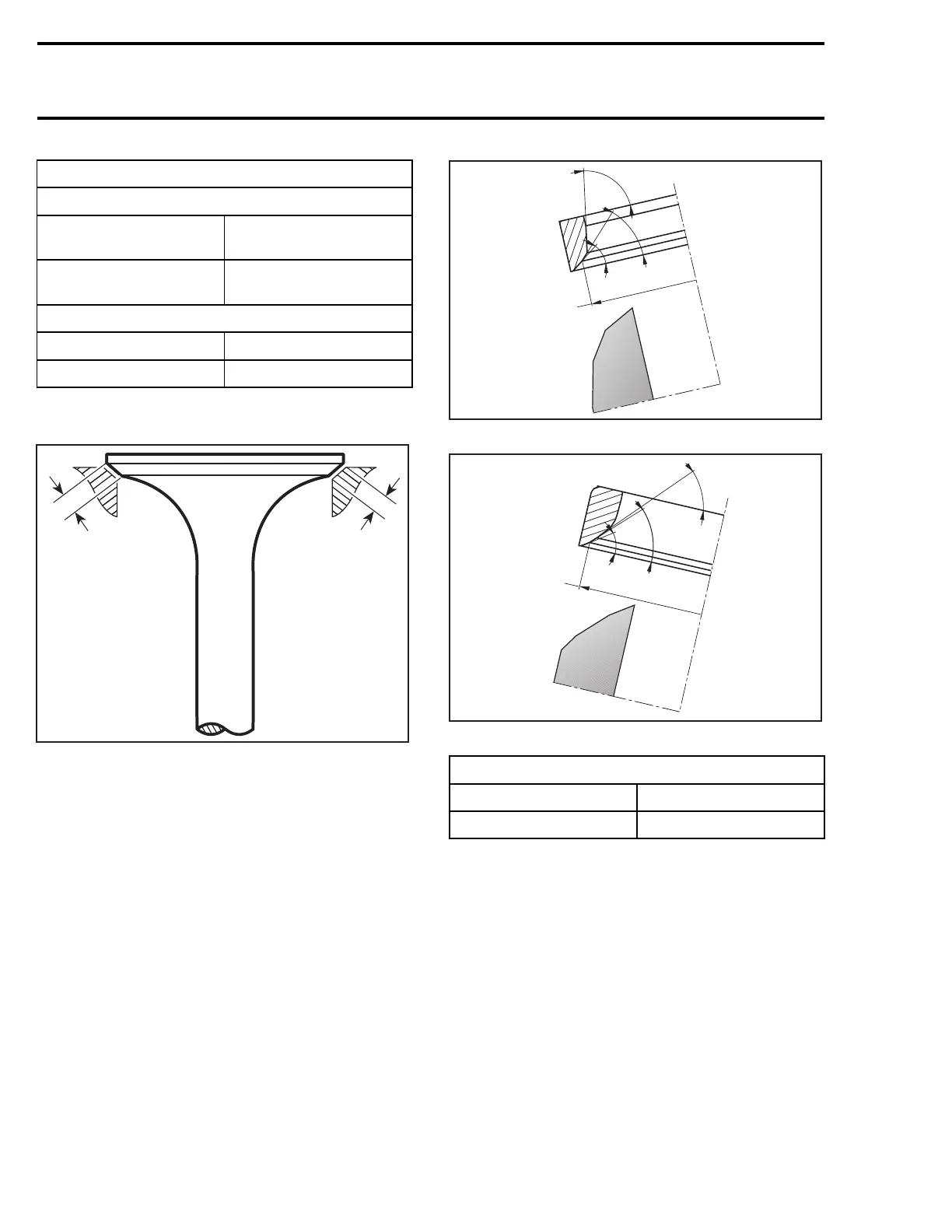
VALVESEATCONTACTWIDTH
NEW
Exhaust
1.25 to 1.55 mm
(.049 to.061 in)
Intake
1.10 to 1.30 mm
(.043 to.051 in)
SERVICE LIMIT
Exhaust 2 mm (.078 in)
Intake 1.8mm(.07in)
If valve seat contact width is too wide or has dark
spots, replace the cylinder head.
V01C1HA
B
A
A. Valve face contact width
B. Valveseatcontactwidth
Valve Seat Grinding
NOTE: The valve seats may be reground with
a valve seat grinder which centers on the valve
guide.
– Grind the valve seat at 45°. Remove no more
material than absolutely necessary to clean the
seat up.
– Using a 35° stone, narrow the valve seat until
the appropriate outer diameter is obtained
A
EXHAUST
80°
45°
35°
80°
45°
35°
R1503motr259A
A. Valve seat outer diameter EXHAUST
R1503motr260A
A
INTAKE
55°
45°
55°
45°
35°
35°
A. Valve seat outer diameter INTAKE
VALVE SEAT OUTER DIAMETER
Intake 37.35 mm (1.4705 in)
Exhaust 30.3 mm (1.1929 in)
– Using a 55° stone for the intake and an 80°
stone for the exhaust valve, reduce the valve
seat contact width to the appropriate value
mentioned above.
– Finally, coat the valve head sealing seating sur-
face with a fine paste of valve grinding com-
pound using a manual valve grinding mandrel.
Lightly grind the valves until a smooth, even,
uniform sealing surface of the appropriate in-
side and outside diameter is obtained on both
the valve and the seat. Use only a hand held
valve grinding mandrel with a suction cup, rotat-
ing the valve back and forth through about 45°,
and then advancing the valve 45° before repeat-
ing this operation.
270 smr2004-Complete Line Up

 Loading...
Loading...





