TOMATECH AUTOMATION
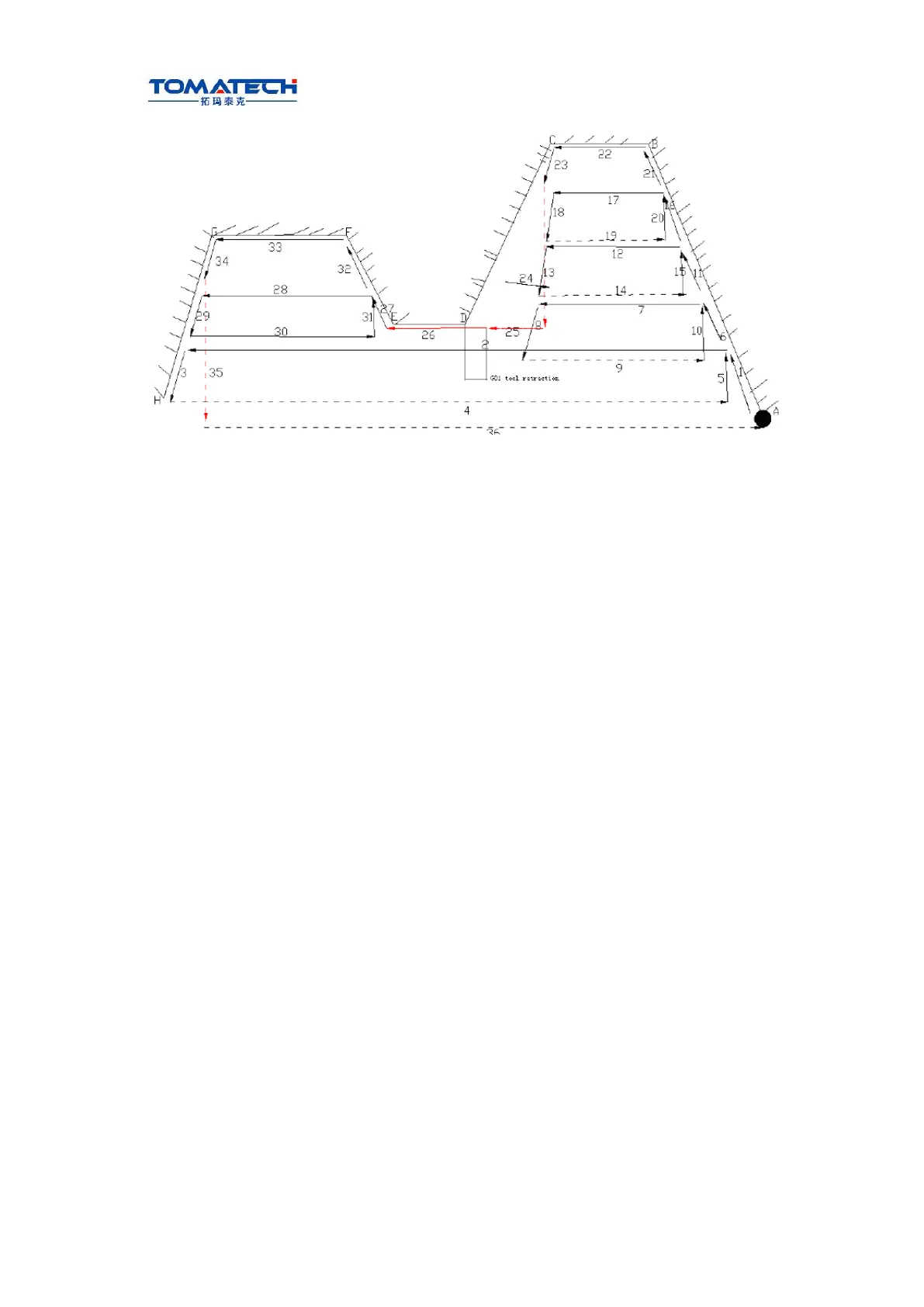
Fig. 3-26-5(typeⅡ)
Notes:
● ns block is only G00, G01. When the workpiece is type II, the system must specify the
two axes X(U) and Z(W), and W0 must be specified when Z does not move;
● For type II, only X finishing allowance can be specified; when Z finishing allowance is
specified, the whole machining path offsets, and it can be specified to 0;
● For type II, after the current grooving is completed to execute the next, the tool
approaches the workpiece(remark 25 and 26) in the remainder tool retraction distance at
G1 speed; when the tool retraction is 0 or the remainder distance is less than the tool
retraction, and the tool approaches the workpiece at G1 speed;
● Some workpiece without remarking the type I or the type II adapts the both;
● For the finishing path(ns~nf block),Z dimension must be monotonous change(always
increasing or decreasing), X dimension in the type I must be monotonous change and
does not need in the type II;
● ns~nf blocks in programming must be followed G71 blocks. If they are in front of G71
blocks,the system automatically searches and executes ns~nf blocks, and then executes
the next program following nf block after they are executed, which causes the system
executes ns~nf blocks repetitively;
● ns~nf blocks are used for counting the roughing path and the blocks are not executed
when G71 is executed. F, S, T commands of ns~nf blocks are invalid when G71 is
executed, at the moment, F, S, T commands of G71 blocks are valid. F, S, T of ns~nf
blocks are valid when executing ns~nf to command G70 finishing cycle;
● In ns~nf blocks, there are only G commands: G00, G01, G02, G03, G04, G05, G6.2,
G6.3,G7.2, G7.3, G96, G97, G98, G99, G40, G41, G42 and the system cannot call
subprograms(M98/M99);
● G96, G97, G98, G99, G40, G41, G42 are invalid when G71 is executed, and are valid
when G70 is executed;
● When G71 is executed, the system can stop the automatic run and manual traverse,
but return to the position before manual traversing when G71 is executed again, otherwise,
the following path will be wrong;
● When the system is executing the feed hold or single block, the program pauses after