ESAB Cutting Systems
CROSSBOW Page 120
4.27.4 Units Of Measurement
The CNC can accept programs written in either inch or metric. Machines may be set up to use either
inch or metric dimensions as a default. To use a program written with metric dimensions on an inch
machine, the code G21 must appear at the beginning of the program. To use a program written with
inch dimensions on a metric machine, the code G20 must appear at the beginning of the program.
4.27.5 Programming Mode
Part programs can be written in either absolute or incremental modes. Absolute programming is
selected by a G90 code at the very beginning of the program.. Incremental programming is selected by
a G91 code at the very beginning of the program.
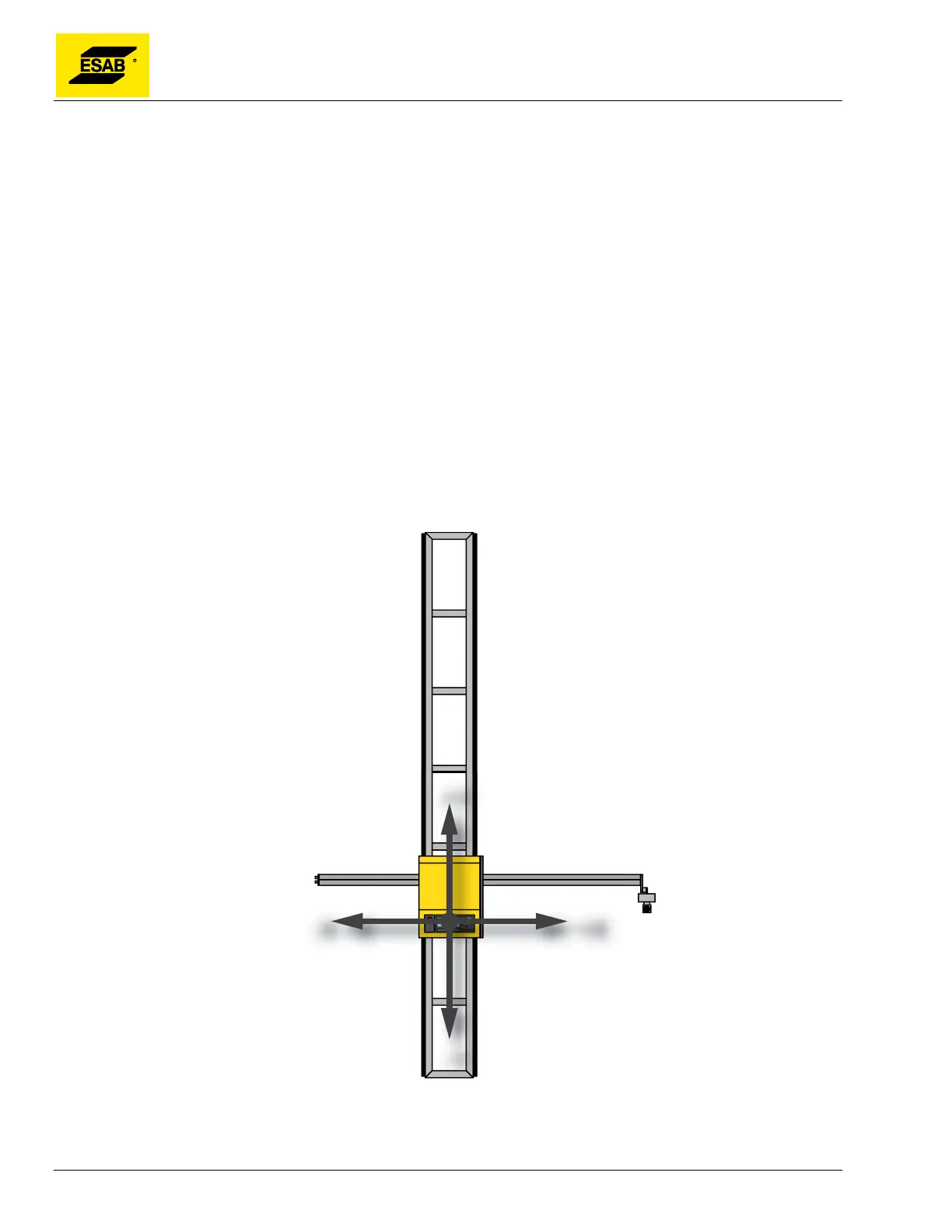
4.27.6 Axis Orientation
The X and Y axes of the cutting machine are oriented as shown here. The Y-axis is the rail axis. The X-
axis is the cross beam axis of the machine. When facing the machine's control console, positive X to
the right, negative X is to the left. Positive Y is away from the machine operator, negative Y is toward
the machine operator. (This is 90 degrees clockwise from most ESAB CNC machine programming).
Figure 98: X and Y Axes Orientation