ESAB Cutting Systems
CROSSBOW Page 123
G02 / G03 – Circular Cutting Motion
For programming circles or arc motions. G02 results in a clockwise motion, G03 creates a
counterclockwise motion. Parameters include: X, Y, I, J, where I and J define the position of the center
point. Optionally, R may be used instead of I and J, where R is the radius of the arc.
Notes:
• I and J are always incremental values.
• R is a positive value, and can be used to give the radius of an arc that is 180° or less.
• Either I and J are specified, or R, but not both.
FORMAT: G02[03] Xn Yn In Jn
OR: G02[03] Xn Yn Rn
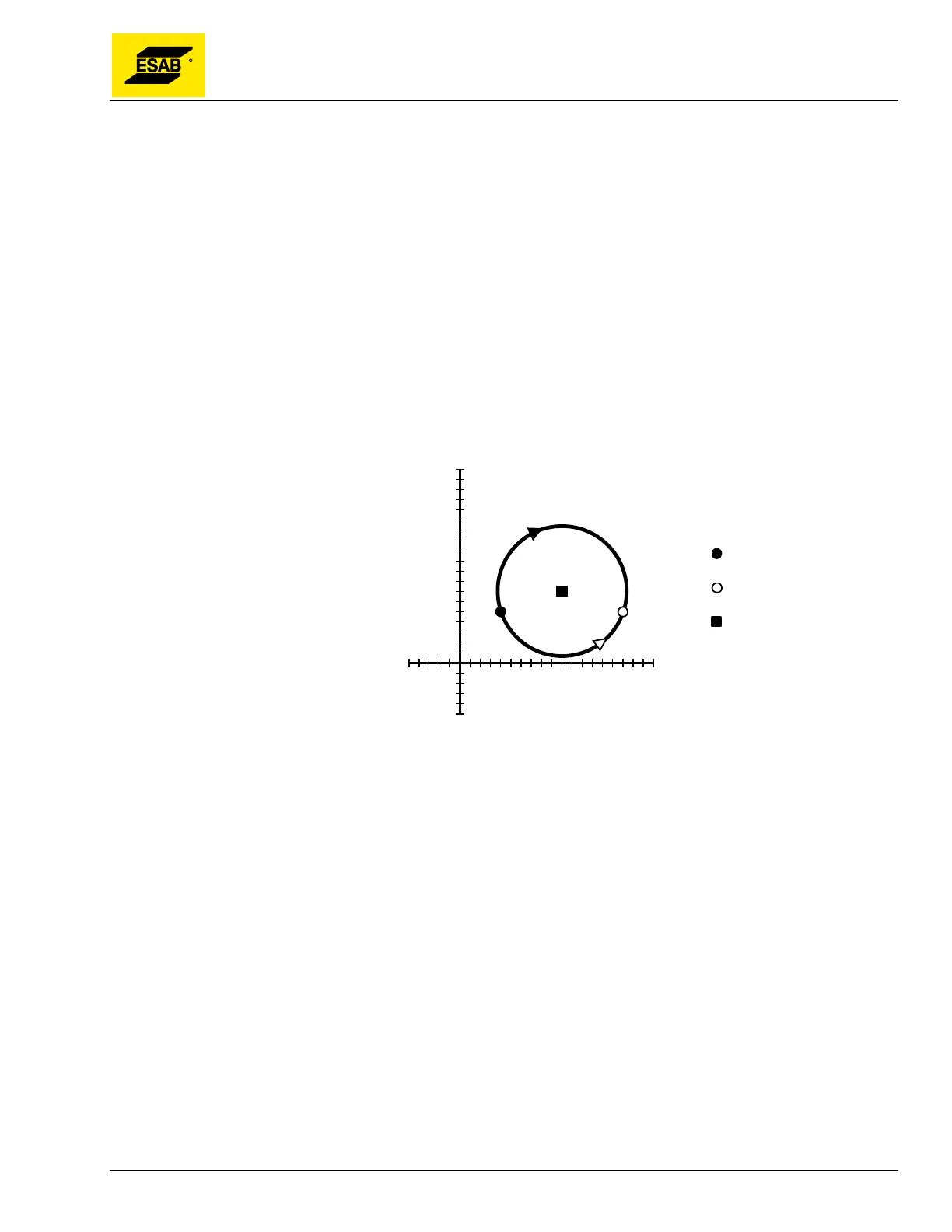
Programming an Arc (Partial Circle)
An arc is programmed by specifying the endpoint and center point of the arc.
Figure 100: Programming an arc
Incremental - Arc
In incremental, both the endpoint and center point dimensions are specified as the displacement from
the start point.
EXAMPLE: G02 X12.0 Y0.0 I6.0 J2.0
OR: G03 X12.0 Y0.0 I6.0 J2.0
OR: G03 X12.0 Y0.0 R6.325
Absolute - Arc
In absolute, the endpoint dimensions are specified as the absolute coordinates of those points, but the
center point dimensions are still specified in incremental values. If a dimension is omitted, then it is
assumed that the absolute position of that point is the same as the start point.
EXAMPLE: G02 X16.0 Y5.0 I6.0 J2.0
OR: G03 X16.0 Y5.0 I6.0 J2.0
OR: G03 X16.0 Y5.0 R6.325
+Y
-Y
+X
-X
(4,5)
(10,7)
(16,5)
G02
G03
End Point
Center Point