ESAB Cutting Systems
CROSSBOW Page 138
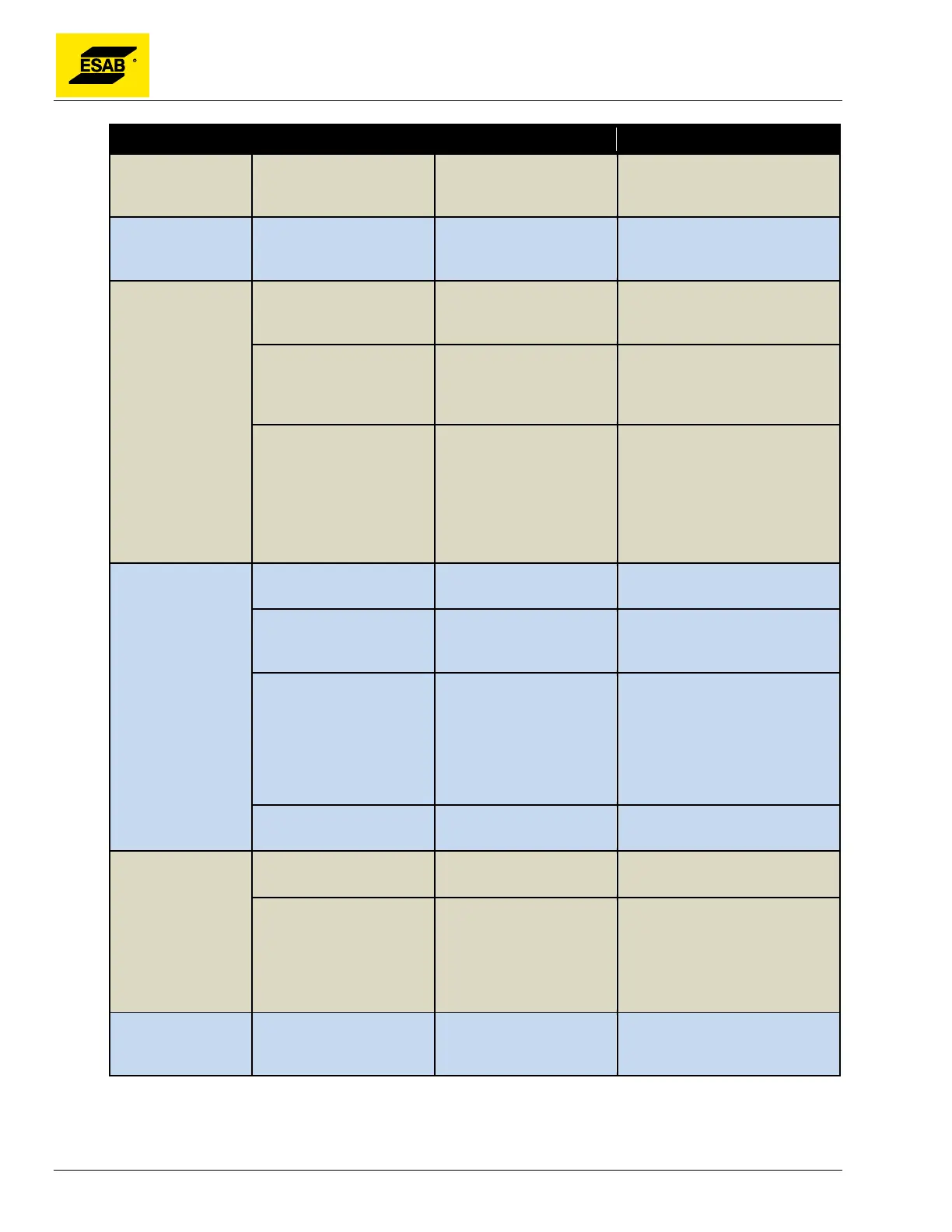
Fault Symptoms What To Check Possible Causes Recommended Solutions
On-screen graphics
look wrong
Check parameter settings Parameter may be set
incorrectly or parameters
may be corrupted.
Make sure Control P
Display Density is set to 0.
while running a part
Check parameter settings Parameter may be set
incorrectly or parameters
may be corrupted.
Make sure Control P
No-Graphics is set to 0 (OFF).
Machine suddenly
stops in the middle
of normal cutting
operations
Does it always stop at the
same position in every
program?
Part program may have
problem
Send the part program to the
programmer or to ESAB for
evaluation.
The CNC appears to be
running, but the torch has
stopped moving in one or
both axes.
Drive motor is jammed, or
drive has failed.
Make sure the machine is level.
Check the motors to make sure
they are still functioning
properly.
The CNC appears to be
running, but does not
respond to manual
panel or the Start or Stop
keys.
The CNC may be “locked-
up”.
a. Make sure plasma system is
properly grounded.
b. Check the incoming power
line to ensure power is not being
momentarily interrupted.
c. Remove power and re-boot
the control.
One of the motors
does not turn
Check wiring from drive
amp to motor.
Loose connection Secure all wiring connections.
Check the drive amplifier. Check for any alarms or if
the settings are not
correct.
Correct settings of drive amp.
Check settings of
SYSTEM parameters.
Check if Start Speed is
zero or too high, the
Acceleration Time is too
short, or Numerator and
Denominator settings are
set incorrectly or set to
zero.
Set the parameters to the
appropriate settings. Be sure to
record the original parameters
before making any modification.
Check motor to make sure
it is not frozen or jammed.
Motor may be damaged. Replace motor if damaged.
CNC is slow to
respond
Check the power supply. Output voltage may be
below the allowable range.
Adjust the output voltage or
replace the power supply.
Check settings of
SYSTEM parameters.
Corrupt or incorrect
parameters may cause
CNC operating issues.
Set the parameters to the
appropriate settings. Reset to
factory settings if necessary. Be
sure to record the original
parameters before making any
modification.
Travel limit alarm at
power-on
Check settings of
SYSTEM parameters.
Machine position may be
outside settings for Soft
Limits.
Increase settings for Soft Limits
if necessary.