3A-38 - ENGINES 90-823225--1 1096
Several different types of equipment are available for
reseating valve seats. Equipment manufacturer’s
recommendations should be followed carefully to at-
tain proper results.
50668
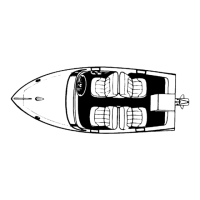
a - Top Angle (30°)
b - Seat Angle (46
°)
c - Bottom Angle (60
°)
d - Seat Width
Intake 1/32-1/16 [.031-.063] In. (0.8-1.5 mm)
Exhaust 1/16-3/32 [.063-.094] In. (1.6-2.3 mm)
Typical “3 Angle” Valve Seat
b
c
d
a
Regardless of type of equipment, however, it is es-
sential that valve guide bores be free from carbon or
dirt to achieve proper centering of pilot in valve guide,
ensuring concentricity.
72338
Measuring Valve Seat Concentricity
Valve Grinding
Valves that are pitted must be refaced to the proper
angle. Valve stems which show excessive wear, or
valves that are warped excessively, must be re-
placed. When a valve head which is warped exces-
sively is refaced, a knife edge will be ground on part
or all of the valve head, due to the amount of metal
that must be removed to completely reface. Knife
edges lead to breakage, burning, or pre-ignition due
to heat localizing on this knife edge. If the edge of the
valve head is less than 1/32 in. (0.8 mm) after grind-
ing, replace the valve.
Several different types of equipment are available for
refacing valves. The recommendation of the man-
ufacturer of the equipment being used should be
carefully followed to attain proper results.
50695
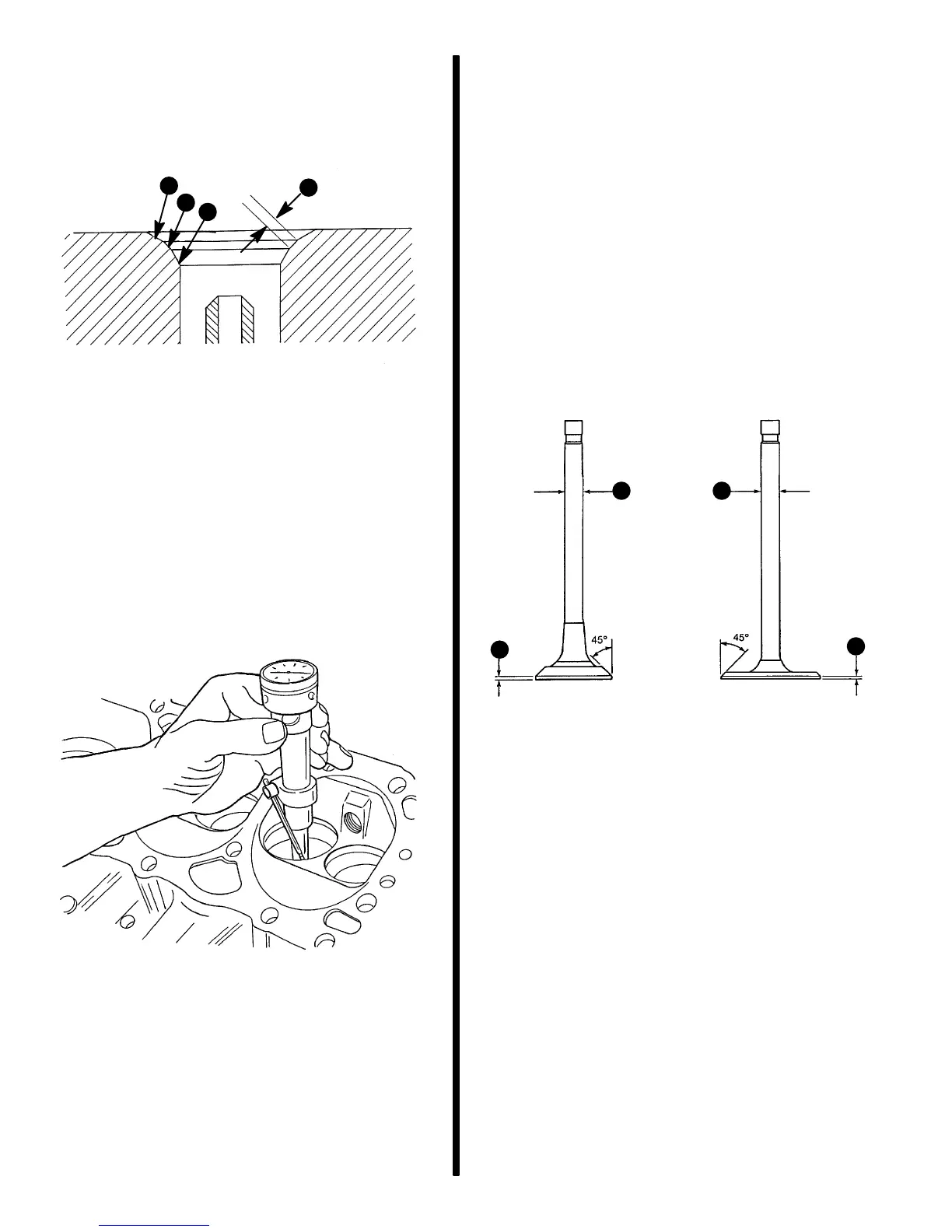
EXHAUST
INTAKE
Exhaust
a - .372 In. (9.45 mm)
b - 1/32 [.031] In. (0.79 mm) Min.
Intake
a - .341 In. (8.16 mm)
b - 1/32 [.031] In. (0.79 mm) Min.
b
a
b
a
Reassembly
1. Lubricate valve guides and valve stems with en-
gine oil.
2. Install each valve in the port from which it was re-
moved or to which it was fitted.
3. Install valve guide seal (intake valve only) over
valve stem and push down until seated against
head.
4. Set valve spring (with damper installed) and
shield in place.
 Loading...
Loading...