16-46
16.16.2. TIG welding
Arc start/arc end sequences for CO2/MAG/MIG welding are factory registered at shipment. It is necessary to change the
settings for TIG welding prior to teaching operation of TIG welding.
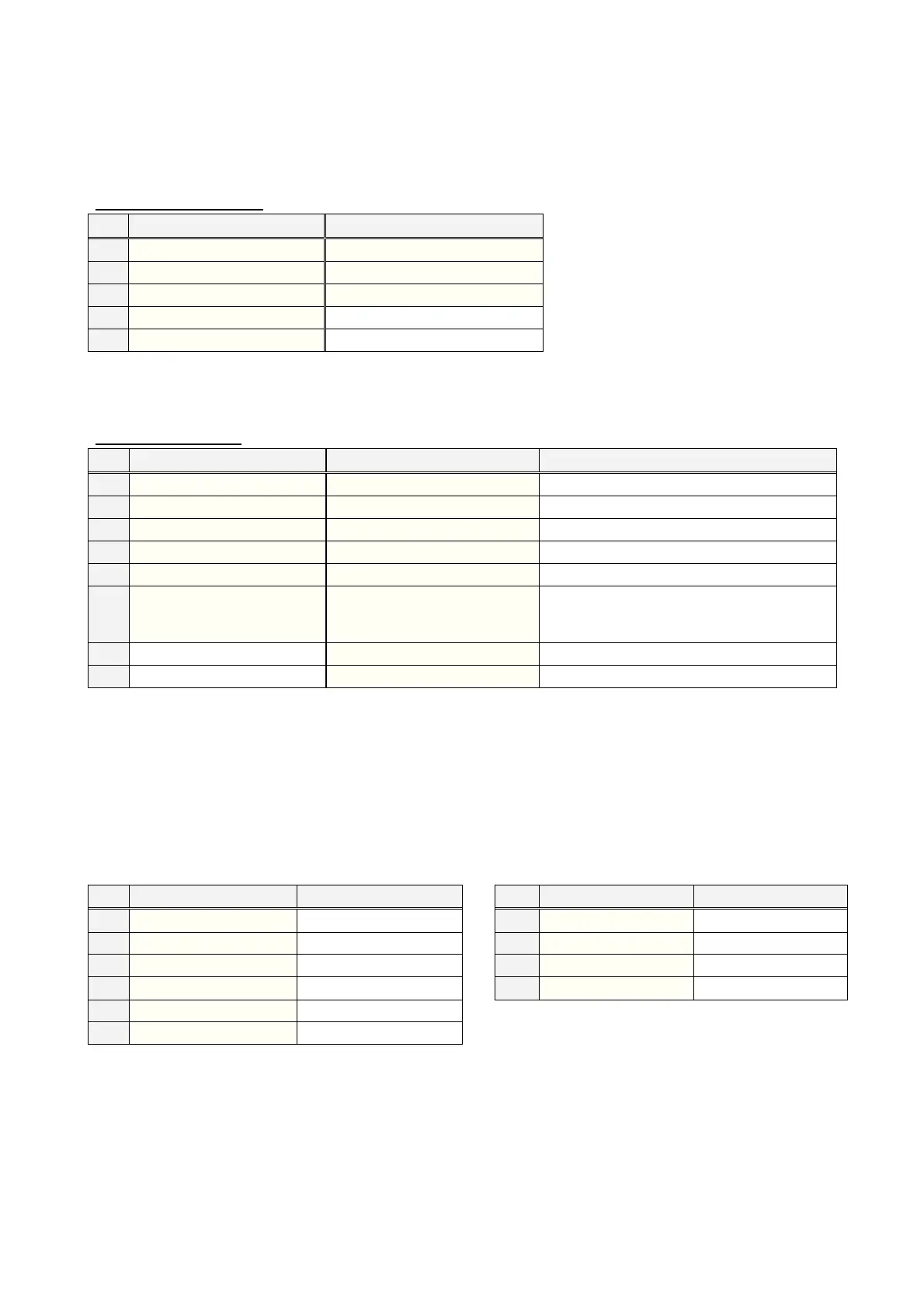
TIG welding without filler
Arc start program Arc end program
1
GASVALVE ON TORCHSW OFF
2
DELAY 0.20s DELAY 1.00s
3
TORCHSW ON GASVALVE OFF
4
WAIT-ARC
5
DELAY 0.50s
* DELAY times in the above table are reference values. Adjust them suitable for each application.
TIG welding with filler
Arc start program Arc end program Note
1
GASVALVE ON OUT o1#(XXX) =OFF
2
DELAY 0.50s DELAY 1.00s
3
TORCHSW ON TORCHSW OFF
4
WAIT-ARC DELAY 1.00s
5
DELAY 2.00s STICKCHK ON
6
OUT o1#(XXX) =ON DELAY 1.00s Terminal No.XXX represents the terminal that
has been connected to the wire feed terminal
of the filler wire controller.
7
STICKCHK OFF
8
GASVALVE OFF
* DELAY times in the above table are reference values. Adjust them suitable for each application.
16.16.3. Powder plasma welding
Arc start/arc end sequences for CO2/MAG/MIG welding are factory registered at shipment. It is necessary to change the
settings for powder plasma welding prior to teaching operation of powder plasma welding.
Arc start program Note
Arc end program Note
1
CARRYGAS ON Carrier gas ON
1
TORCHSW OFF Torch switch OFF
2
PWDMOTOR ON Powder feed ON
2
PWDMOTOR OFF Powder feed OFF
3
DELAY 1.0s For stable powder feed
3
CARRYGAS OFF Carrier gas OFF
4
TORCHSW ON Torch switch ON
4
DELAY 0.20s
5
WAIT-ARC
6
DELAY 0.20s