18-9
18-4-2. Powder / Gas flow check
Prior to operation, check if powder and gas flow properly.
Place the mode select switch in the Teach position, and then turn ON the
LED (
User function key).
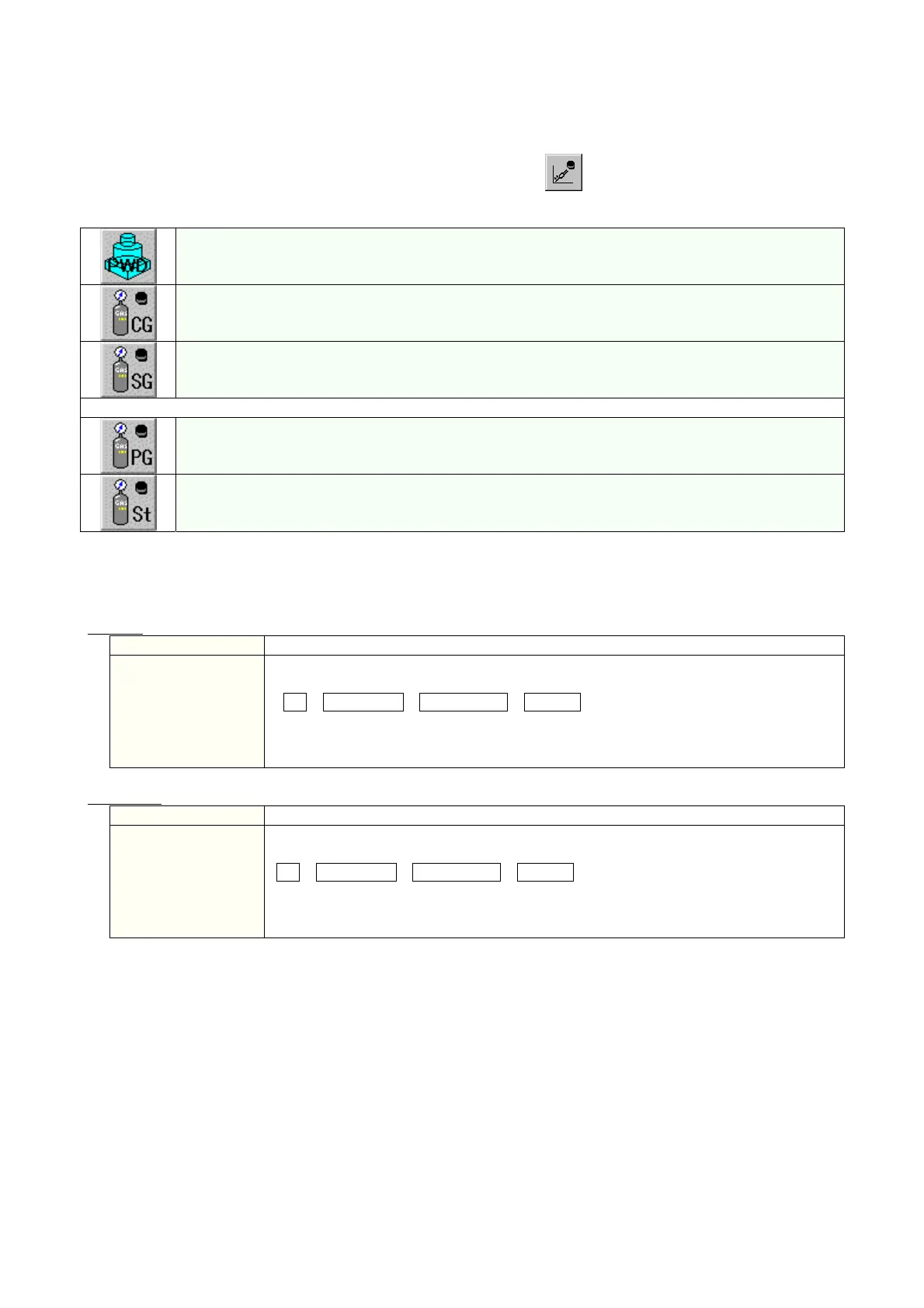
Then the motion function key shows the following icons.
It feeds powder while holding it down.
It feeds powder at the low speed for the first three seconds, and then feeds at the high speed.
* Turn ON the carrier gas prior to feeding powder without fail.
It switches ON/OFF the carrier gas feeding.
Press once to switch ON/OFF state.
It switches ON/OFF the shield gas feeding.
Press once to switch ON/OFF state.
< L-Shift key to change the icons >
It switches ON/OFF the plasma gas feeding.
Press once to switch ON/OFF state.
It switches ON/OFF the start gas feeding.
Press once to switch ON/OFF state.
18-4-3. Hold / Emergency stop
Pilot arc
Hold It stops robot movements while keeping the pilot arc on.
Emergency stop It turns off servo power and stops robot movements.
Response of the pilot arc (remain ON or goes OFF) depends on the settings
(Set > Arc welding > Welder name > Pilot arc)
If the pilot arc is set to turn OFF at an emergency stop, it automatically goes ON when the
robot is restarted.
Plasma arc
Hold It stops welding operation and switches from plasma arc to pilot arc.
Emergency stop It turns off servo power and stops welding operation.
Response of the pilot arc (remain ON or goes OFF) depends on the settings
(Set > Arc welding > Welder name > Pilot arc)
If the pilot arc is set to turn OFF at an emergency stop, it automatically goes ON when the
robot is restarted.
18-4-4. Gas control
Normally, it is necessary to control the “Carrier gas” through the robot. Make sure to turn it ON in case of welding with
powder or feeding powder.
Gases other than carrier gas will be controlled through the welding machine according to the pilot input signal or torch
switch signal to be sent from the robot.