Appendix A: Installation and Setup
Linx 4900 Operating Manual 160 MP65492–1
A.5 Setting up Line Speed
Detection
Linx recommends that you use shaft encoders on production lines where
variable speed is likely. A shaft encoder generates a pulse for a fixed
distance of product movement. This enables the printer to print at a
constant width as the line speed increases or decreases.
If you need to fit a shaft encoder, you should attach it to a suitable
production line drive shaft. It must be installed and driven in a position
where it best follows the movement of the product being printed on.
Linx offers the following range of shaft encoders for line speed detection:
• 2500 pulses per revolution (p.p.r.)
• 5000 pulses per revolution (p.p.r.)
• 10000 pulses per revolution (p.p.r.)
Each shaft encoder is available with a 5-metre cable and a suitable
connector.
For applications where the shaft encoder needs to be driven from a
conveyor belt or from the product, Linx provides the following selection of
encoder wheels:
• 500 mm circumference
• 333 mm circumference
• 304.8 mm (1 ft) circumference
• 200 mm circumference
• 50 mm circumference
A given encoder and encoder wheel has a fixed encoder pitch, that is, the
distance travelled by the product for each pulse cycle of the encoder
output.
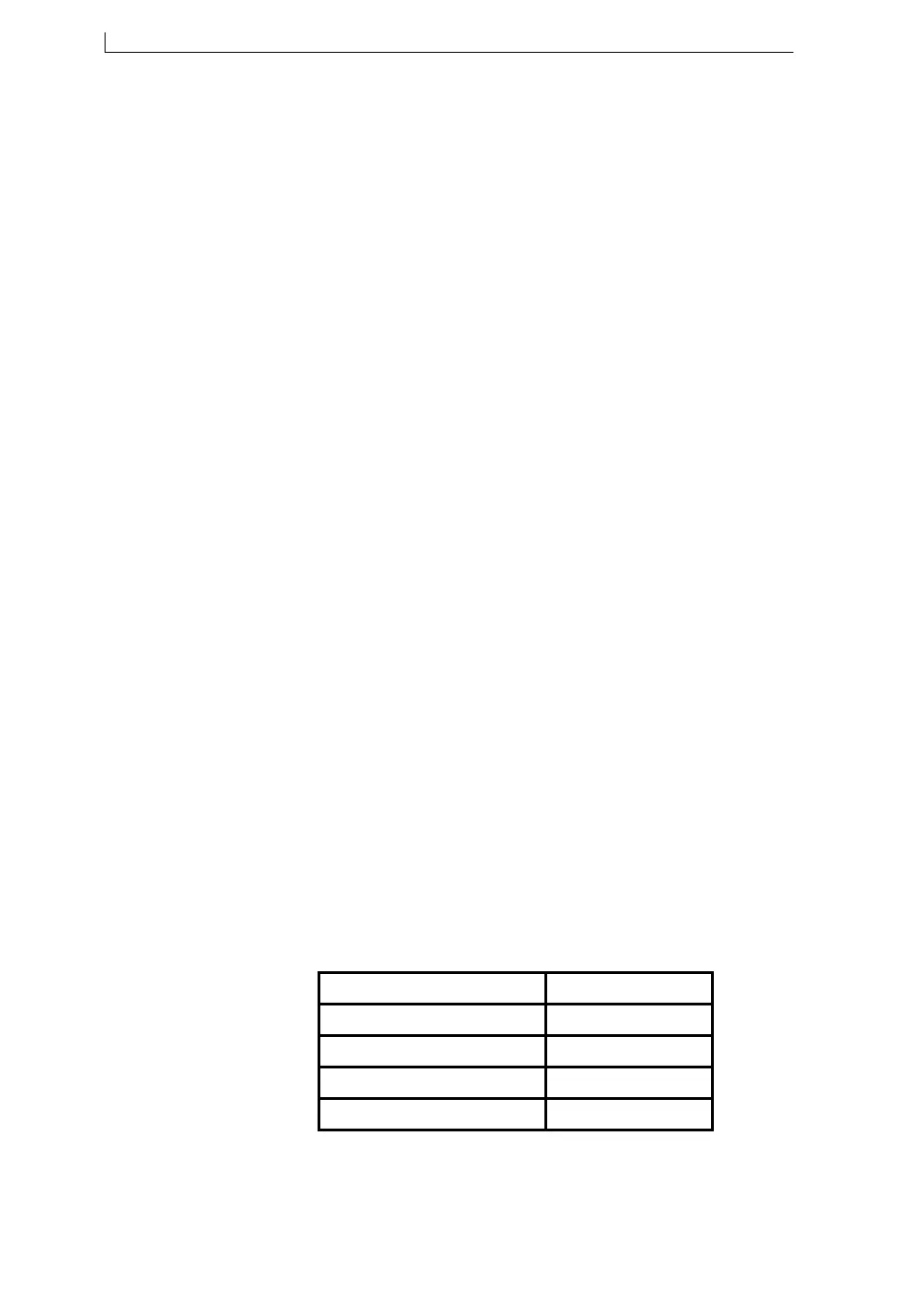
A.5.1 To Connect a Shaft Encoder
You must connect the shaft encoder to the system using a 9-pin D-type
connector. The following table describes the function of each pin:
Figure A-5 Shaft Encoder Pin Connection
68443
Function Connection
+ 24 V Pin 1
0 V Pin 2
+ 5 V Pin 3
Single Ended Input Pin 8
4900 Op Manual.book Page 160 Tuesday, September 9, 2003 12:32 PM