Rovema CMK Operator’s Manual
Section 5: Operator Controls
200246 CMK Operators Manual (02/06/2006) 5-6
HMI (Human-Machine-Interface)
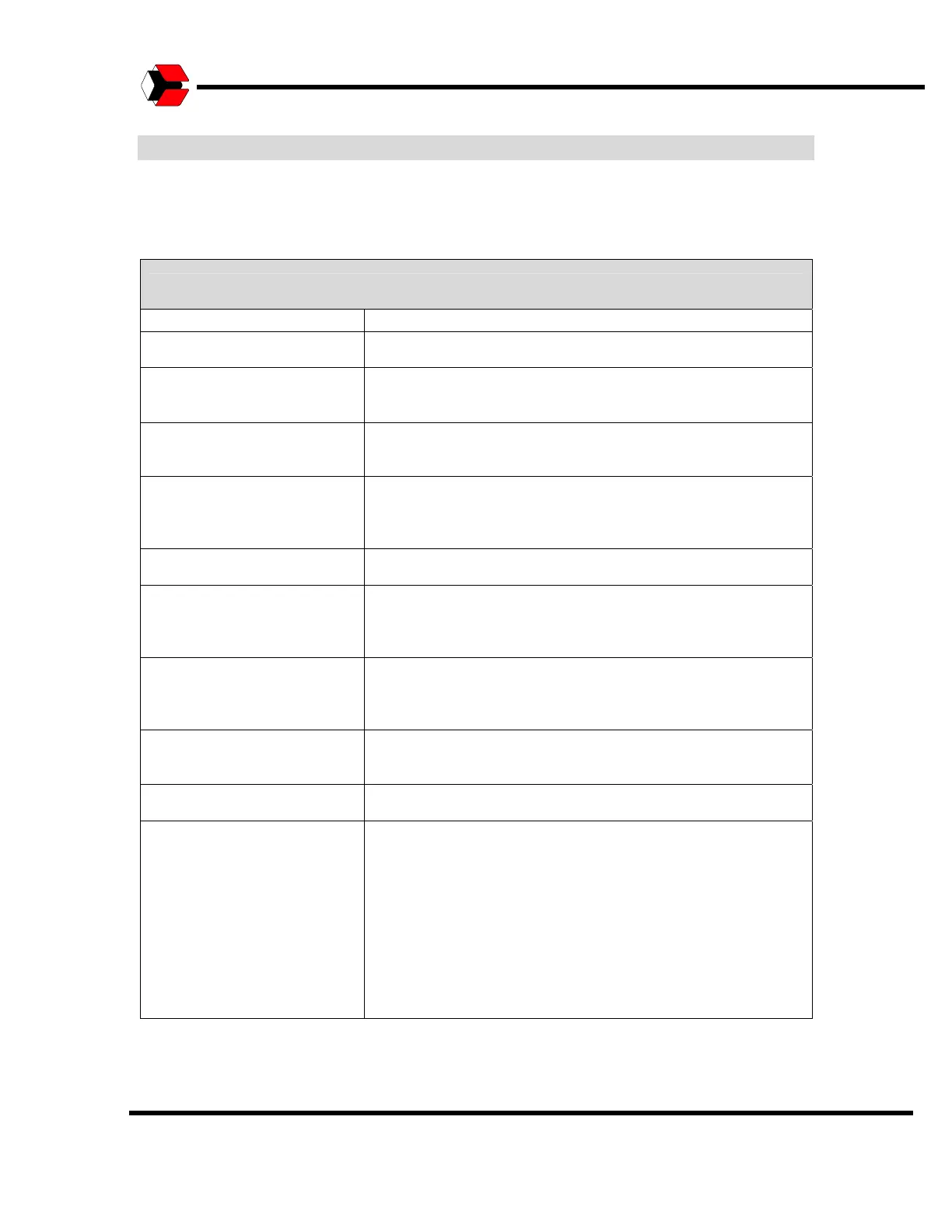
Main Parameters Descriptions
Main Parameters
Parameter Description
Machine Speed This determines how many cartons will be produced by the
carton machine in one minute.
Bags Per Carton This indicates how many bags will be placed in each carton.
This is the number of bags the Transfer Station places in
each bucket of the Bucket Conveyor.
Barrel Loader Lift This determines the height of the Barrel Loader moves up
when there is an alarm condition such a product jam. This
allows the jam to be cleared.
Carton Reject Delay This determines the amount of time the Carton Reject device,
located at the end of the carton machine, will wait before being
activated to remove a carton. This allows the carton time to
move in front of the reject device.
Carton Reject Duration This is the amount of time the Carton Reject device will remain
activated.
Flap Close Var.Sd Pos Offset This determines the position of the Flap Closer on the Variable
Side of the machine when the CMK is at zero (cycle stop
position). This will rotate the position of the Flap Closer, this
number of degrees, from the home position.
Flap Close Fxd.Sd Pos Offset This determines the position of the Flap Closer on the Fixed
Side of the machine when the CMK is at zero (cycle stop
position). This will rotate the position of the Flap Closer, this
number of degrees, from the home position.
Flap Close FS Spd Adjust
Start
This is the position of the Flap Closer, on the fixed side of the
machine, where it will change to a faster speed in order to
close the flap.
Flap Close FS Speed Adjust This is the speed that the Flap Closer, on the fixed side of the
machine, speeds up to in order to close the flap.
Barrel Loader Home Offset This allows the location of the pushers on the Barrel Loader to
be adjusted. This is used to the center the Pushers to the
center of the Buckets on the Bucket Conveyor. Changing this
value to a smaller value offsets the Barrel Loader pushers
towards the infeed section of the machine (closer to the zero
position). Making the value larger will move it in the opposite
direction, toward the discharge end of the machine (further
from the zero point). A guard door must be opened or E-Stop
pushbutton pressed after changing this value. When the
machine is reset and re-started the homing procedure will be
repeated moving the Barrel Loader to the new position.
Figure 5.7
Main parameters descriptions