6.10Axiscorrection
The position value delivered by the encoder system and the actual position value on
the axis may vary for a number of reasons. Such non-linear inaccuracies can be
compensated by axis error correction (using position- and direction-dependent
correction values). For this, a correction value table is filled with values for each of
the two directions. The respective correction value is produced from the current axis
position and the direction of movement by means of cubic, jerk-stabilized
interpolation. The position value is adapted on the basis of the corrected table. Both
tables contain 250 interpolation points.
The correction range is within the value range delimited by parameters P591-
ENC_ACOR_PosStart "Start position" and P592-ENC_ACOR_PosEnd "End
position correction". The start position is preset on the user side; the end position is
determined on the drive side.
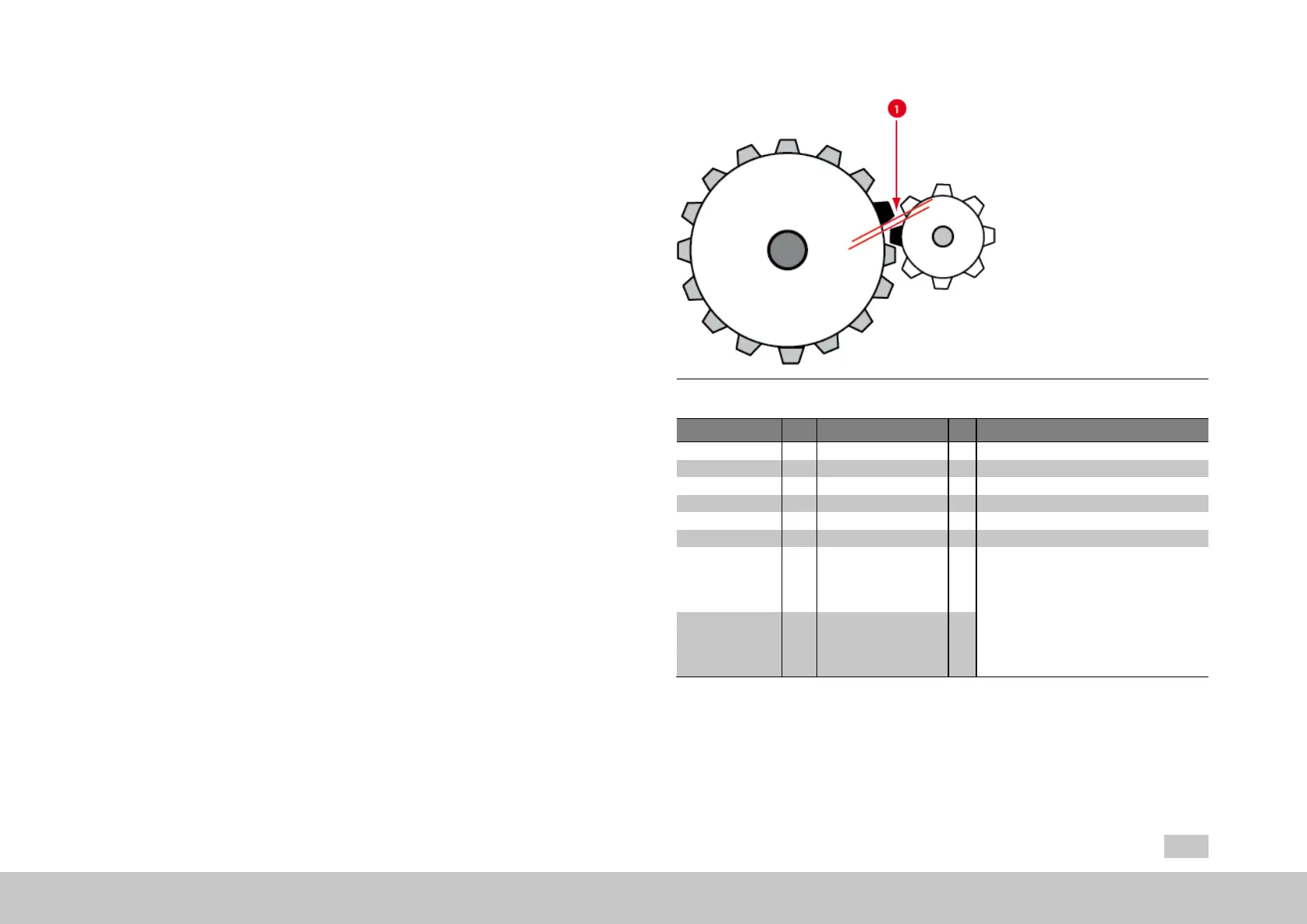
Possible cause of deviations
Inaccuracyofthemeasuringsystem
Slackinmechanicalelementssuchasthegearing,coupling,feedspindle
etc.
Thermalexpansionofmachinecomponents.
MOOG
ID
No.: CB40859-001 Date: 02/2018
MSD Servo Drive- Device Help
97
6 Encoder
Fig. 6.11: Mechanical system axis correction (① = slack in gearing)
P No. Index Name / Setting Unit Description
530 0 ENC_Encoder1Sel Channelselectionforthe1stEncoder
531 0 ENC_Encoder2Sel Channelselectionforthe2ndEncoder
590 0 ENC_ACOR_Sel
0(=OFF) Noencoderselected
1(=1stEncoder) 1.encoderselected
2(=2ndEncoder) 2.encoderselected
591 0 ENC_ACOR_PosStart Definitionofcorrectionrange:Therangeis
definedbyparametersP 0591 ENC_ACOR_
PosStartStartpositionand
P 0592 ENC_ACOR_PosEndendposition.
Thestartpositionisuser-specified;theend
positionisdeterminedonthedevicesidefrom
themaximumvalueofcorrectiontable
interpolationpointsusedandtheinterpolation
pointpitch
592 0 ENC_ACOR_PosEnd
Table 6.34: Axis correction parameters
 Loading...
Loading...